エッチング加工、
溶接からの方向付けで、短納期対応
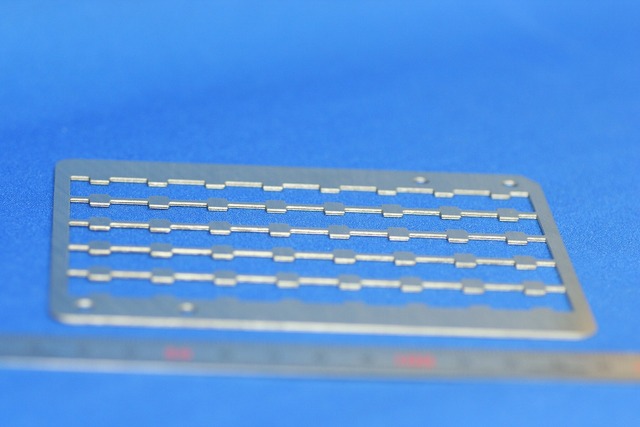
2部品以上の薄板部品の接合が決まっている場合、接合の合理化の視点で考えるのが適切で、
製品製作において、短納期化が行えます。
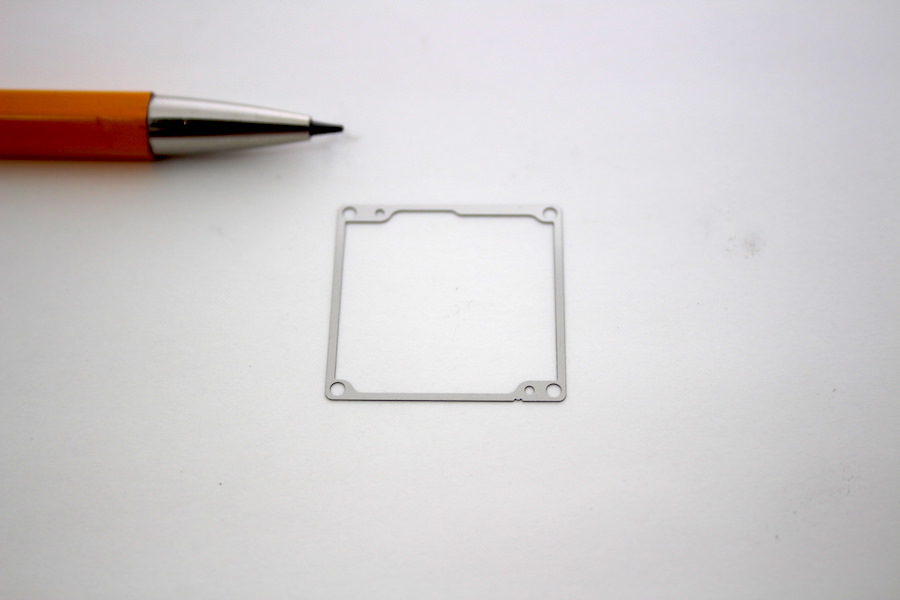
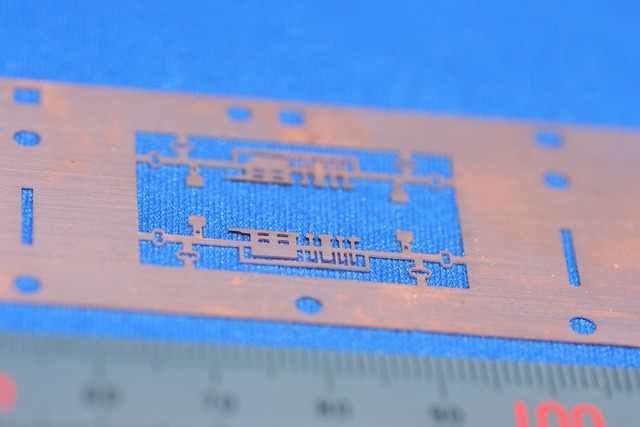
2部品以上の板の位置決め、スポット溶接時などでは、溶接箇所にハーフエッチングを行うことで、
材料への溶接負荷を軽減し、溶接位置も、およそ決めることが可能です。
「こだま」の薄板溶接技術は、こちらから
構想段階から、お手伝いします。
開発段階における、イメージはあるけど・・・
構想段階から対応しておりますので、ラフスケッチで結構です。
できるだけ要点を具体的にご記入していただき、お問合せフォームからご連絡ください。
「こだま」がご提供できること
- 【対応板厚】t0.05~の対応。SUS304 t0.01からt0.2は0.01mm刻みで材料在庫有り
- 【製作枚数】1枚から数千枚まで。1枚製作の場合は、板厚により、コスト考慮で、ファイバーレーザー・ワイヤーカットで対応
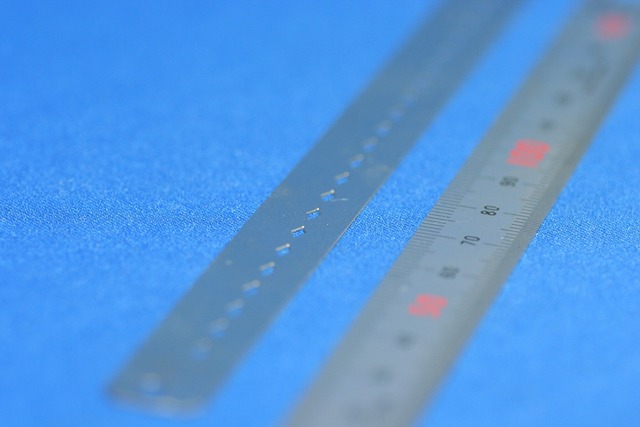
- 【寸法精度】±0.01~
- 【最大加工サイズ】2000×1000mm
- 【最小加工サイズ】Φ0.4
- 【さまざまな在種の取り扱い】豊富な薄板金属の在庫
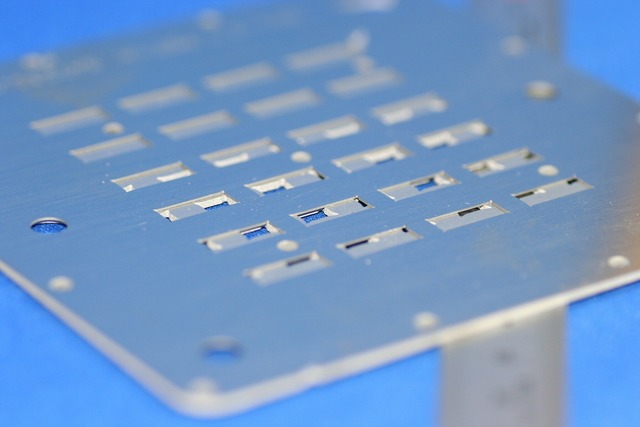
- 【同一形状・板厚違いのシムプレート製作】
- 【各種溶接加工】各種溶接技術の事例集
- 【各種表面処理】メッキ
- 【熱処理】材料の特質、用途に合わせて加工から熱処理まで
<対応項目>
形状カット対応加工
|
板厚
|
製作枚数
|
●フォトエッチング(ハーフエッチング)
●レーザー・
●ワイヤーカット・
●ウオータージェット・
●高精度タレットパンチプレス
|
t0.005からの製作対応
|
1枚から数万枚まで
※拡散接合の場合は
別途ご相談
|
加工サイズ
|
取り扱い材質
|
接合
|
0.4mm~2000×1000mm
SUS304H0.1t~0.2tは0.01mm刻みで
材料在庫有り。
|
ステンレス系・パーマロイ
銅系・洋白・ベリリュウム
銅・りん青銅・
真鍮・チタン・
アルミ(A5052)
|
・スポット溶接
・プロジェクション溶接
・レーザー溶接
・拡散接合
|
<各工程(エッチング→スポット溶接例)>
 |
- 露光・現像
- プロッタで原版に作画を行い、レジストコートされた材料に焼き付けを行いますが、
高品質な露光を行う為にはクリンルームの作業が必要とされます。 加工サイズは、
mm単位から1m×1mまでの、フォトエッチングでは大型といわれるサイズまで対応しています。
|
 |
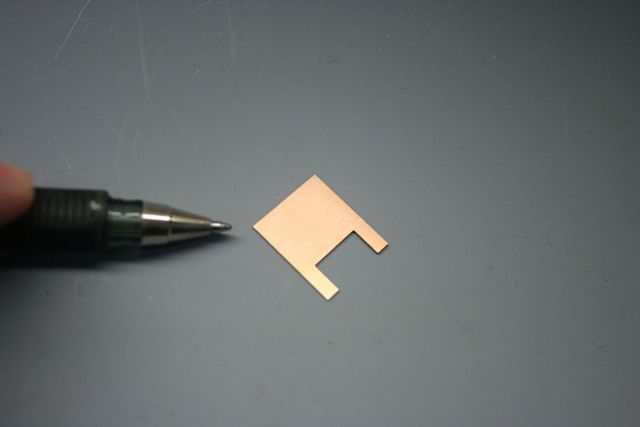
- エッチャー(エッチング加工機)
- 材料と原版が露光・現像されたモノを エッチャーでエッチング液をシャワーすることで
材料の露出した部分が溶けだし、最終μ単位までのトリミング精度の製品製作が可能です。
|
 |
- スポット溶接
溶接したい2片の金属母材を上下から電極で挟み込み接触部を電極で加圧します。
加圧した電極より金属母材へ大電流を流すことにより電気抵抗によるジュール熱を発生させ、
局部的に発熱・溶融させ接合される溶接工法です。
|
エッチング→溶接の課題が生じましたら、お気軽にお問い合わせください!!