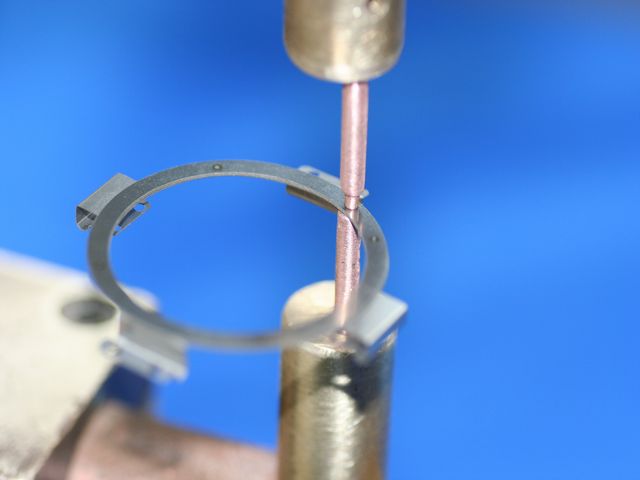
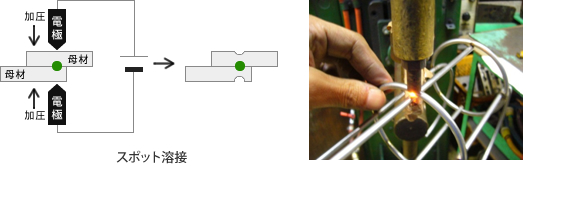
スポット溶接とは、抵抗溶接の一種で、溶接したい2片の金属の上下を電極で挟み込み、接触部を加圧しながら大電流を流すことで電気抵抗により材料が局部的に発熱し、溶融して接合されるポピュラーな溶接工法です。
スポット溶接は、機械容量・電極・通電方式(ダイレクト・インダイレクト・シリーズ・ツイン)などを変えることによって、 板厚・非鉄金属・形状などの、被溶接物のさまざまな条件に対応することが 可能です。一般的には、機械容量:交流機の機械容量30KVA、電極:ストレート電極、通電方式:ダイレクトスポット溶接で、鉄系材をスポット溶接するタイプが普及されています。
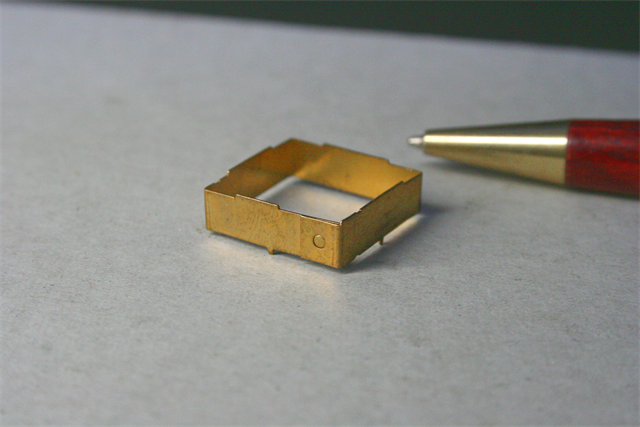
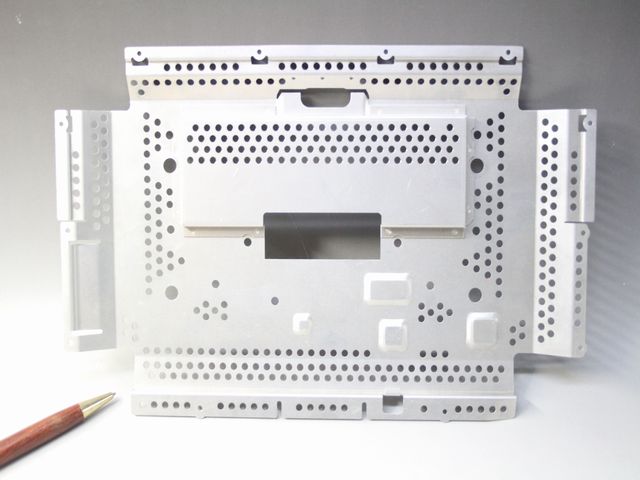
創業時から抵抗溶接の基礎としてさまざまな分野の製品のスポット溶接加工を手がけてまいりました。創業当初は、建築金物・ガス器具部品・家庭用品等を中心に地場産業の活性化に努めてまいりましたが、国内産業の進歩発展に伴い、環境に優しいエコロジックな接合として、産業機器部品・車両部品・道路標識・半導体製造部品・AV機器部品など、数千種類を超える溶接実績と、使用する治具電極を駆使して、スポット溶接組立てによるさまざまな形状を作り出しております。
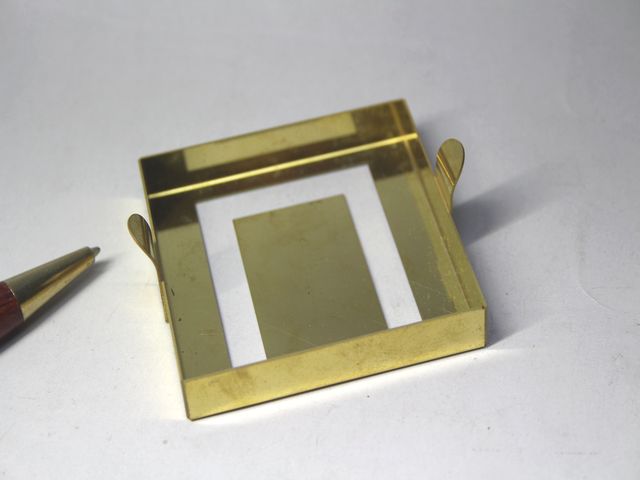
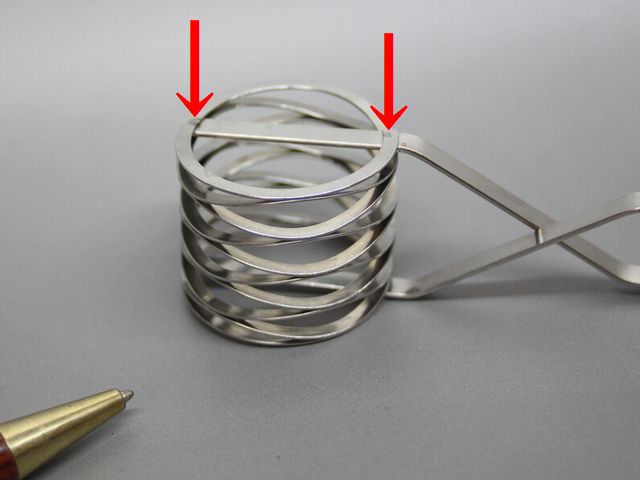
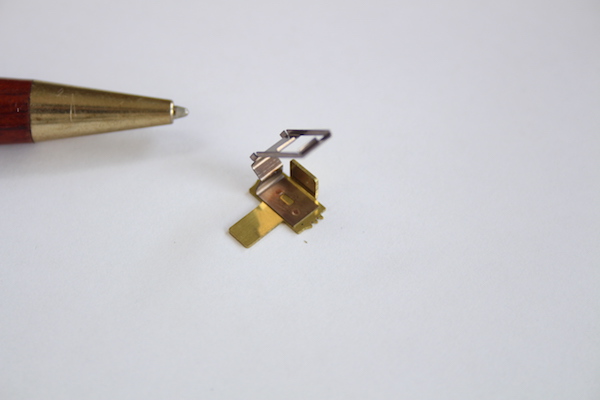
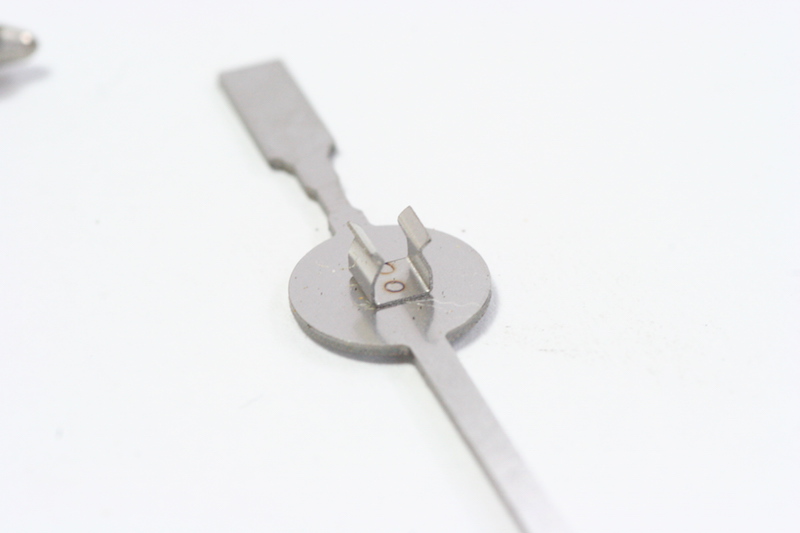
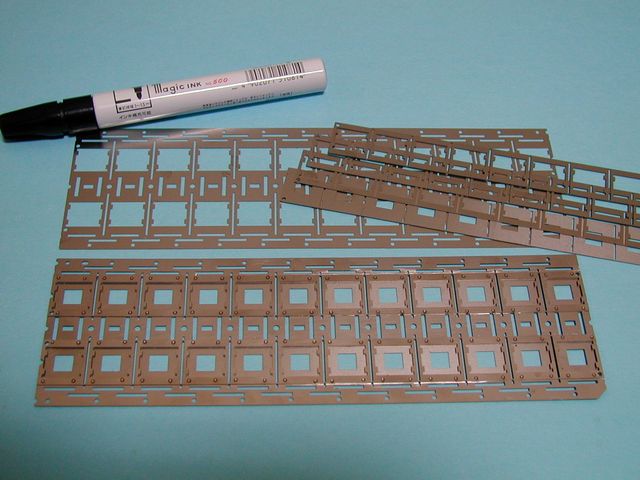
熱電対、接点、抵抗体などの小型部品から、ストレーナー、半導体搬送トレイを始め、車両部品、巨大アート作品まで一般的に出来ないと言われた溶接構造品を含め数多く手がけています。
工法においては、まず、溶接電流を、直流、交流、単相整流の中から選択を行い、次に溶接条件に合わせて電極の材質・形状の選択を行います。
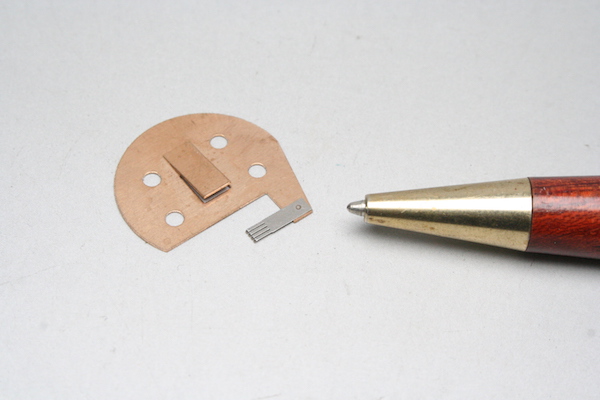
また、t0.05~の薄板仕様、筐体奥行750mm(板厚により対応エリアは限定されます)など様々なバリエーションに備えて、社内製作を行なった電極(チップ)を標準装備化しています。
「こだま」のスポット溶接の特徴
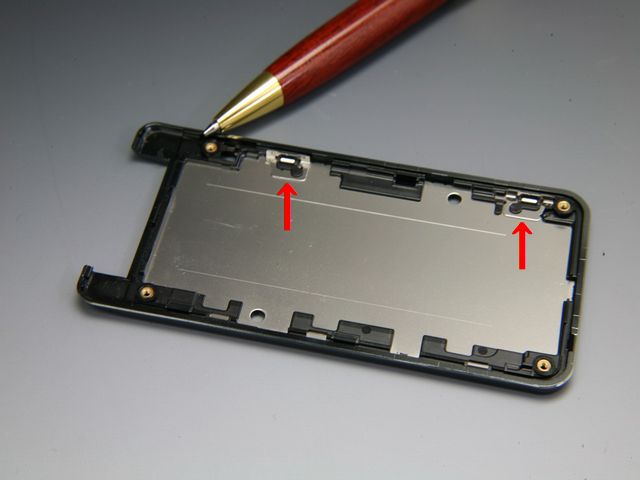
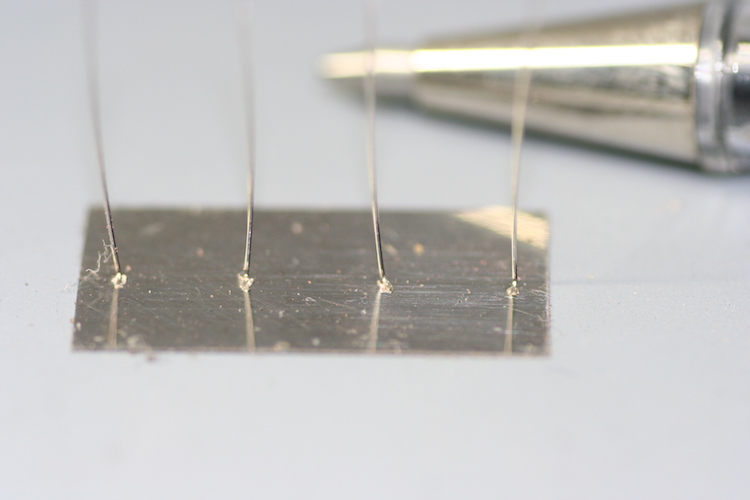
- t0.03からの薄板・精密スポット溶接
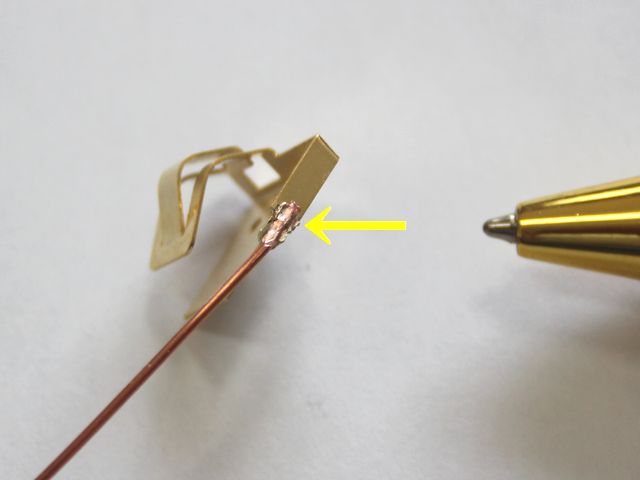
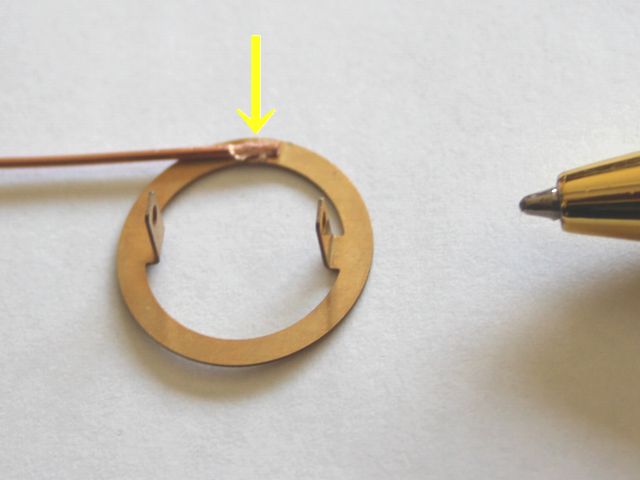
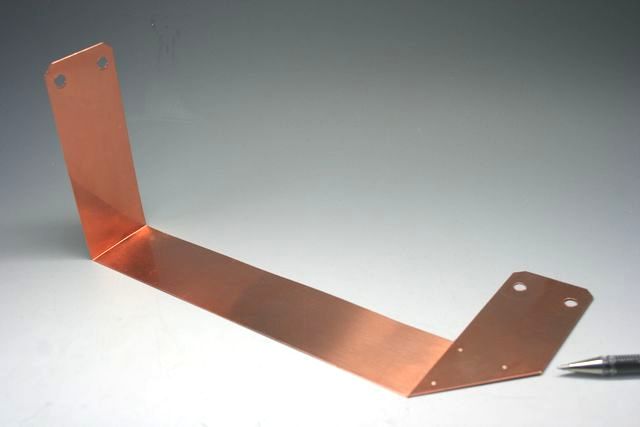
- 銅xステンレスなど異種金属スポット溶接
- 1個からの少量加工・溶接テストに対応
- 材料調達〜スポット溶接まで一貫対応
スポット溶接についての技術情報

- 薄板・微細スポット溶接
- 創業から培ってきたスポット溶接のノウハウで、電極から製作出来るため形状・材質に合わせて、品質の高いスポット溶接をご提供しております。
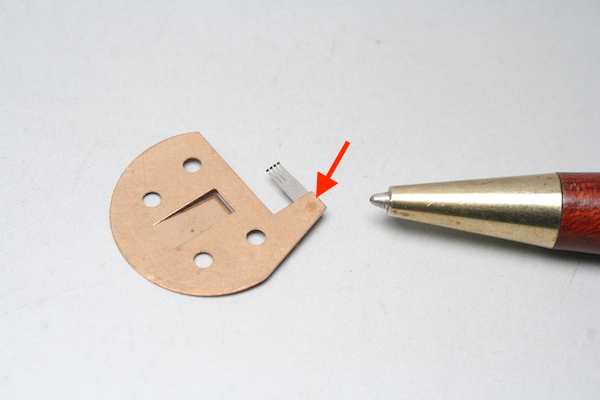
- 異種金属スポット溶接
- 抵抗スポット溶接という名称だけあって、抵抗値が大きく関係してくるスポット溶接はティグ溶接やレーザー溶接とは違い、ノウハウや知識がないと溶接外れが出てしまいます。

- スポット溶接テスト
- 新開発の金属材のスポット溶接の加工テストも行なっております。破壊テスト後、電流や加圧などの溶接条件のご提供も有償にて行なっておりますので、お気軽にお問い合わせください。