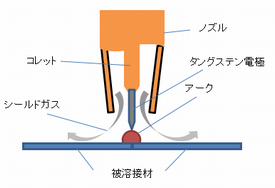
ティグ溶接とは
ティグ溶接とはタングステン・イナート・ガス溶接の略(TIG溶接)で、電極にタングステンを使用し、シールドガスに、アルゴン(Ar)ガスや、ヘリウムガスなどの不活性ガスをシールドガスとしてトーチノズル内に流し、融点の高いタングステン電極と母材との間にアークを発生させ、そのアーク熱により不活性ガスと酸素を燃焼させ、溶接しようとする部品の一点にアークを集中させて溶接を行う工法です。高品質な溶接加工が得られあらゆる金属の溶接に適用できるのが特徴で、特に精密な溶接や、銅などの非鉄金属の溶接に適しています。

ティグ溶接による共付け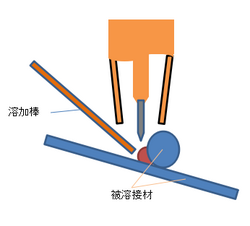

ティグ溶接による肉盛り溶接
ティグ溶接を選択する要素
1) 溶接後、製品の美観をできるだけ損ないたくない
2) 治具を使用しての組立作業が安易に出来る
3) アルミ製品の部品の組立等が安易に出来る
4) 複雑な形状の接合が安易に出来る


ティグ(アルゴン)溶接「こだま」の技術
金属製品の製作において、主に、単品製作、少量製作に溶接というキーワードが生じてくるケースが多いですが、「こだま」では製品製作における、さまざまなご要望に対し溶接工法の選択の一つに、ティグ(アルゴン)溶接でも対応しています。薄板溶接t0.03~の突き合わせ溶接、非鉄金属の溶接、マグネシウム合金を始め、アルミ系はジュラルミンまで対応しています。また、治工具を製作することで、ティグ溶接によるスポット溶接で、精密部品の接合にも対応しています。

ティグ溶接による、ステンレスt0.4とニップルの溶接。 ティグ溶接による、アルミ材の溶接。


ティグ溶接による、チタン材の溶接。 冶具を使用しての、ティグ溶接。


ティグ溶接による、φ0.3のステンレスコイルとピンの溶接。 ティグ溶接による、銅角コイル材とプレートの溶接。
※その他ティグ(アルゴン)溶接の加工事例は、こちらから
「こだま」が、ご提供できること
1)ティグ溶接の、受託加工(部品支給)1個から(予備品は必要です)
t0.03(溶接方法の種類は変わります)~の対応
2)各種溶接パイプ製作
3)治具・量産治具の製作(こだま社内用)
4)部品接合の構想段階からのご相談(接合の方向付け)
5)各種部品の製作からの対応(試作・量産)
(部品によって、製作対応不可な場合もあります)
6)試験、溶接条件販売、溶接機の選択・販売支援
筐体溶接から組立加工、アルミなどの非鉄金属まで幅広く対応
ティグ溶接による対応材質
| 分類 | 対応材質名 |
| ステンレス系 | SUS304 SUS304L SUS304 CSP SUS301 SUS316L SUS321 SUS347 |
| チタン系 | P340(チタン2種) TP480(チタン3種) |
| ニッケル系 | 純ニッケル 78パーマロイ インバー ハステロイC22 ハステロイ276 インコネル600 インコネル625 |
| 銅系 | C1020(無酸素銅) C1100(タフピッチ銅) りん青銅 クローム銅 |
| 真鍮系 | C2600 C2680 C2801 |
| プラチナ系 | PT1000 PT900 |
| アルミ系 | A1050 A1100 A2017 A5052 A6061 |
| マグネシウム合金 | AZ31 |
ティグ溶接は被覆アーク溶接についで、ステンレス鋼の溶接には広く用いられています。手溶接法は、1.0~3mm 程度の薄板の溶接に主として用いられ、特に 薄板で溶接後研摩を必要とする個所にはスラグの含有が少ないので利用されているほか、片面溶接となる管溶接などにあっては、インサートリングを利用して溶接を行なうとで、良好な溶接ができます。また、専用の治工具を使用することによって、母材への熱影響を抑制し、高速度で溶接することによって、板厚0.1mm~の溶接も可能になります。
フェライト系の溶接には、結晶粒の成長を避けるため使用しないのがこのましいです。また、銅を含む高 ニッケルのオーステナイト系ステンレス綱では、割れの発生をみることがあるので避けたほうがよいでしょう。この溶接では他の溶接方法以上に、油脂類、錆び、ご みなどを完全に除去しなくてはアークが不安定になり、ブロホールの発生の原因となります。