")



![]()
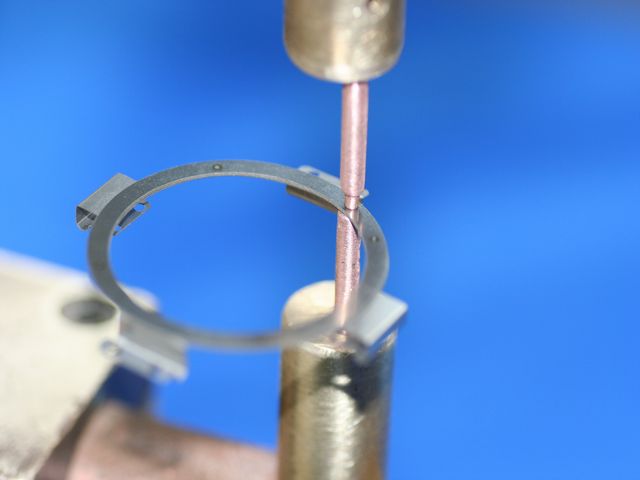
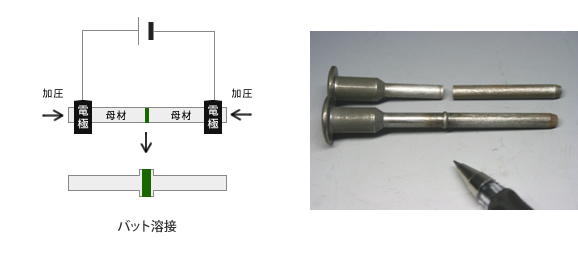
アプセット溶接とは、金属端面同士を付き合わせて溶接する抵抗溶接の一種です。
2部品を電極にセットして機械作動により端面同士が密着し、加圧を行い通電(大電流)させることで(アプセット溶接)電気抵抗により端面間に発熱が生じ溶接が行われます。端面同士を押し付けて(バッティング)溶接するのでバット溶接とも呼ばれています。
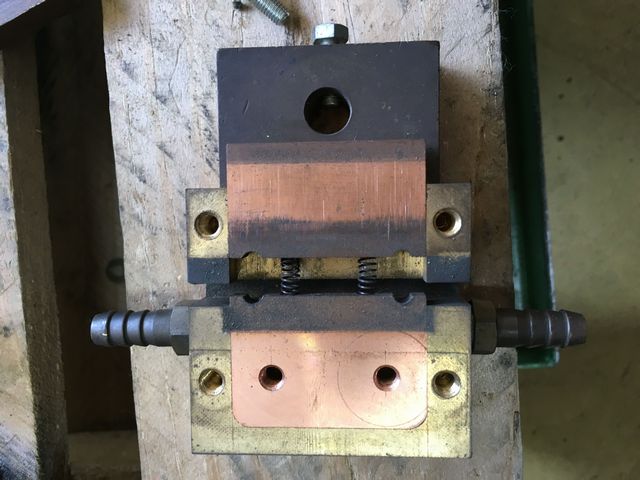
アプセット溶接溶接の溶接結果で、上記画像の溶接部に見られるように膨らみが生じるのが特徴ですが、用途により膨らみを避けたい場合には、下部図のように溶接部端面にC面処理を行ってから、バット溶接することで膨らみを抑えることが可能です。
※溶接強度は低下します。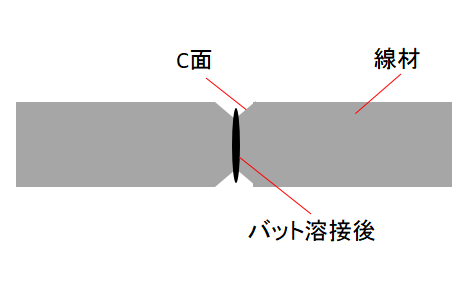
お客様のご要望(付き合わせ、突きたて、異形状)に対し、弊社では治具・電極を駆使してさまざまなアプセット溶接を実践してきました。バット溶接の原理は至ってシンプルで、溶接条件としては使用機種により安定した条件が得られます。
同径の線材を溶接するのにはスタンダードな仕様で行えますが、突きたて、異形となると、 製品に合わせた治具・電極が必要となり、製作する上で高品質な溶接条件を満たすためには高度な経験・知識を要します。よって高度な経験・知識があれば溶接テスト、少量溶接時の簡易治具・電極への対応が可能となり、治具・電極製作にかかる費用も大幅に軽減されることになります。

SPCC ボルトとバー材の
アプセット溶接
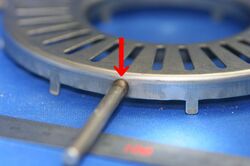
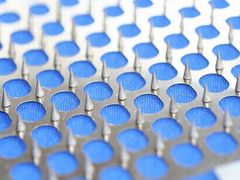
SUS304 ピンと板の
アプセット溶接

SPCC ボルトとバー材の
アプセット溶接

SPCC ピンとパイプの
アプセット溶接

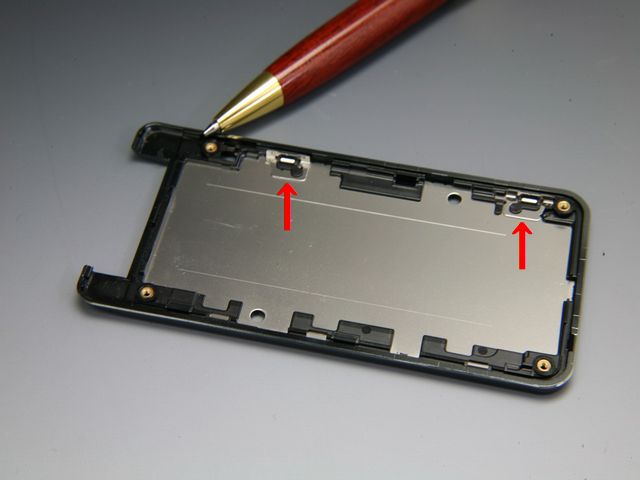
SPCC プレートのアプセット溶接

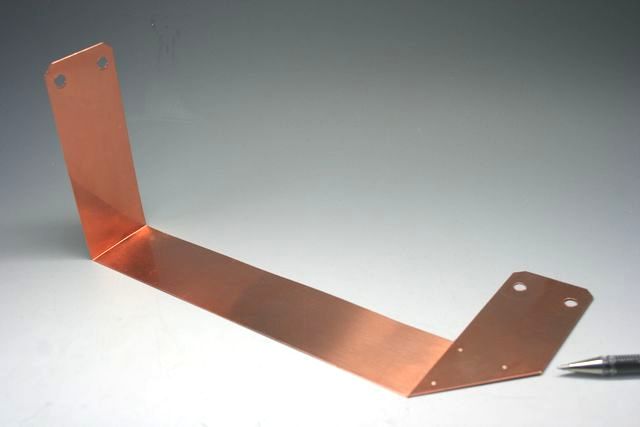
SK材 フラットバーのアプセット溶接
抵抗溶接の一種であるバット溶接に必要となるのが電極です。「こだま」では、さまざまな製品におけるアプセット溶接溶接に携わると同時に、電極の製作技術も蓄積してきました。簡易電極・量産電極等、加工内容に応じて対応します。
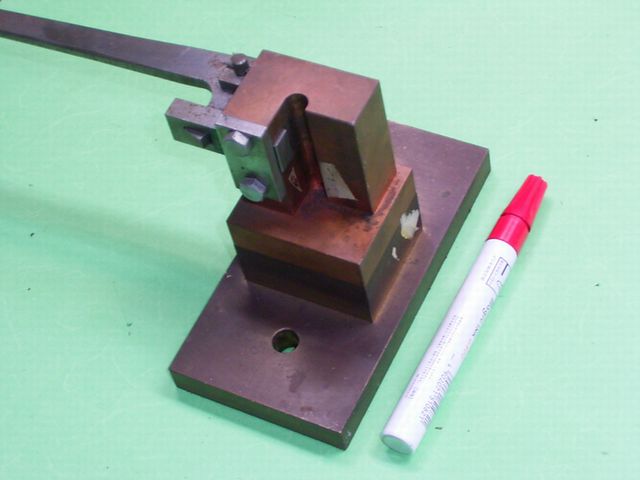
T形用アプセット溶接特殊電極
突き立て用アプセット溶接特殊電極
冶具電極の製作技術は、こちらから
アプセット溶接は、接合すべき部材を突き合わせ、加圧しておいて通電を行いますが、フラッシュバット溶接では接合すべき部材はあらかじめ加圧せず、離間した状態で電圧を印加しておき、次に部材をスライドさせて端面を接触させ、接触面に溶接電流を流し、溶接部分が過熱溶融してフラッシュとなって飛散し、溶接部の温度を上昇させます。この時フラッシュによって端面は洗浄され不純物が取り除かれます。そして、溶接適温に達したとき部材に、強圧力を加えてアプセットするとともに、電流を遮断して溶接を終了するものです。
こだま製作所へのお問い合わせは、下記フォームからどうぞ!
担当者がご回答致します。