


![]()
| ご依頼数量 | 受託加工1個から(予備品は必要です) |
|---|
一般的にスポット溶接は、抵抗スポット溶接、アークスポット溶接、レーザースポット溶接と、大きく3つに分けられます。
その中でも、抵抗スポット溶接は、溶接によって形成される面積(ナゲット)が他2種類の溶接と比較して大きく、専用の冶具電極を使用することで、金属部品の接合におけるさまざまなバリエーションに加え、合理化を行うことが可能です。抵抗スポット溶接は、その特徴を生かしてさまざまな分野で広く使用されています。ここでは、抵抗スポット溶接を中心に事例を交えてスポット溶接の解説を行います。ページ下方の加工事例は、抵抗スポット溶接の他、工法により抵抗溶接として、プロジェクション溶接・バット溶接も含まれています。
「こだま」のさまざまな加工事例は、こちらから
![]()
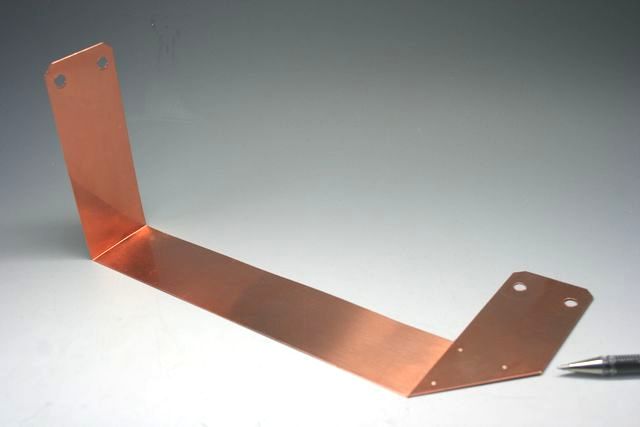
薄板板金(1個製作から)及びスポット溶接


※各種溶接加工の事例は、こちらから
「こだま」では創業50余年より蓄積した抵抗溶接ノウハウ・各種治具電極製作を活かし、様々な素材・形状および材質に対応した試作・開発を行っています。
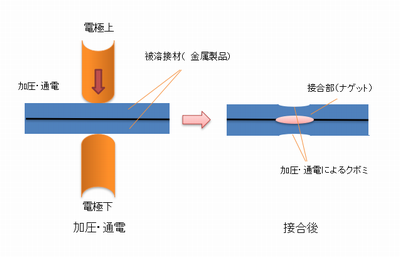
スポット溶接とは、溶接したい2片の金属母材を上下から電極で挟み込み接触部を電極で加圧します。
加圧した電極より金属母材へ大電流を流すことにより、電気抵抗によるジュール熱を発生させ、被溶接材を局部的に、発熱・溶融させ接合される溶接工法です。
抵抗溶接の一種として、もっともポピュラーな工法で、自動車・建築部品や家電等あらゆる製品で用いられています。
※加工・製作事例は、こちらから
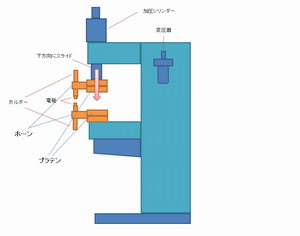
抵抗スポット溶接機の構造(エアー式)

エアー式スポット溶接機
(アルミ製車両部品のスポット溶接)

足踏み式スポット溶接機
(ストレーナー組立によるスポット溶接)
マイクロスポット溶接
小部品・薄板のスポット溶接に適用
SK材のスポット溶接
溶接後、焼入れが入って割れてしまう
材料への焼きなまし工程付き作業
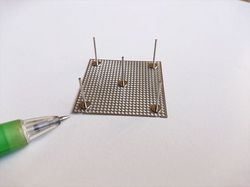
1)ピンのスポット溶接
抵抗スポット溶接は、冶具電極の工夫で、非鉄金属(ステンレス系、アルミ系、銅系、チタン系、パーマロイ系、銀等)や、
板やパイプにピンを瞬時に溶接することが可能です。
チタンパンチングと、ピンの ➡
スポット溶接
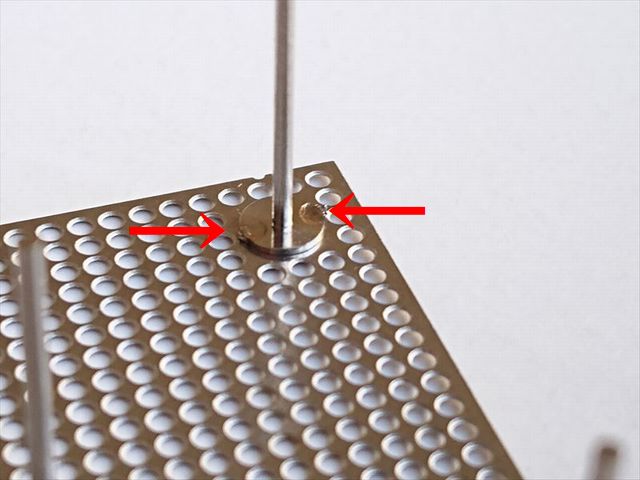
拡大図
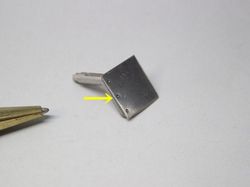
鉄板へとピンのスポット溶接
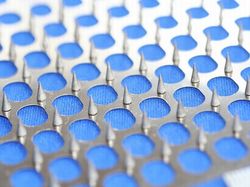
ステンレスパンチングと
三角錐ピンのスポット溶接
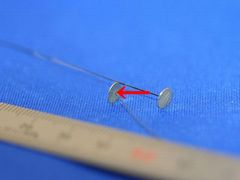
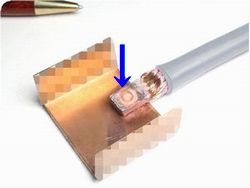
ステンレス円盤と、無酸素銅φ0.1の
スポット溶接

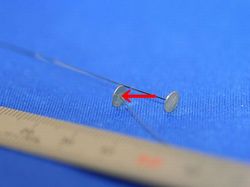
軟球と、線材のスポット溶接
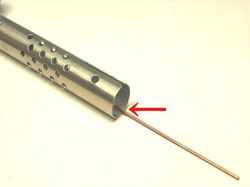
ステンレスパイプと、無酸素銅φ1.0の
スポット溶接
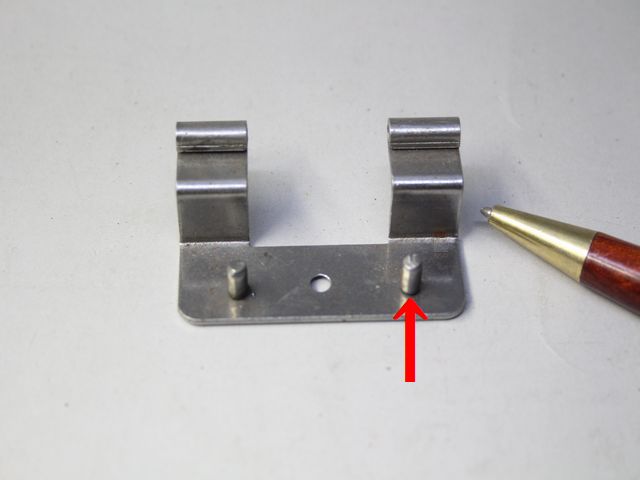
鉄板とピンのスポット溶接

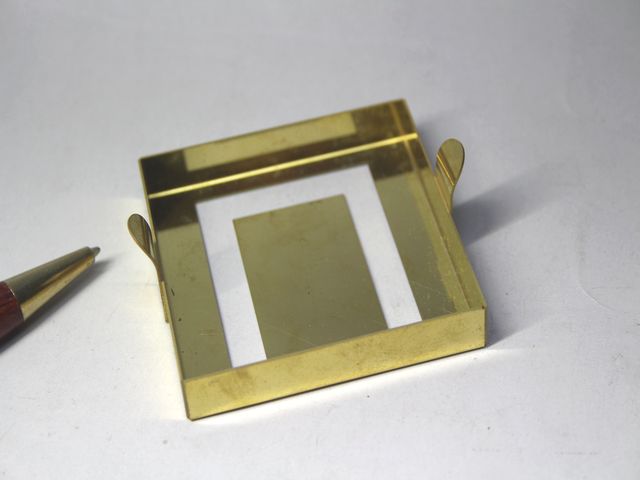
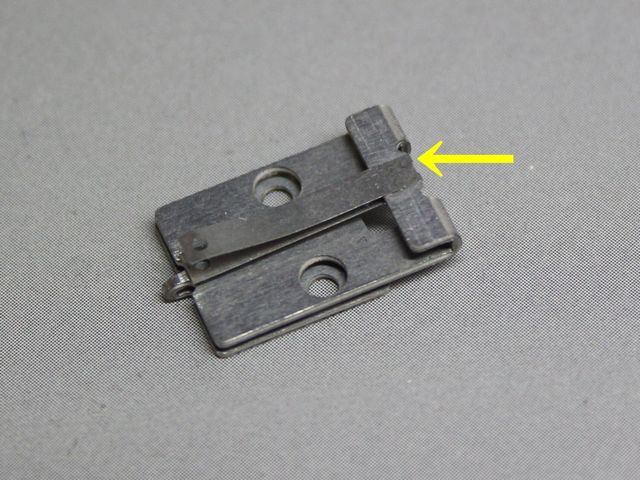
真鍮無垢材からの切削加工品から
プレートとネジのスポット溶接で、
大幅なコストダウン

裏面
2)その他、抵抗スポット溶接事例
抵抗スポット溶接は、冶具・電極の工夫でさまざまな溶接が可能です。

鉄板と小判形ナットのスポット溶接

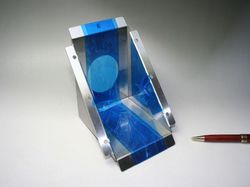
スポット溶接によるアルミ筐体の組立

ステンレス金具とナットの溶接

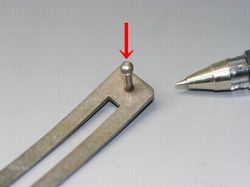
ステンレス球と板のスポット溶接

鉄板とパイプのスポット溶接

真鍮お椀と、板のスポット溶接

ステンレス板と線材のスポット溶接

アルミ線材のスポット溶接

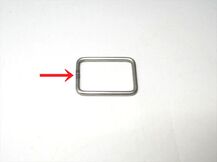
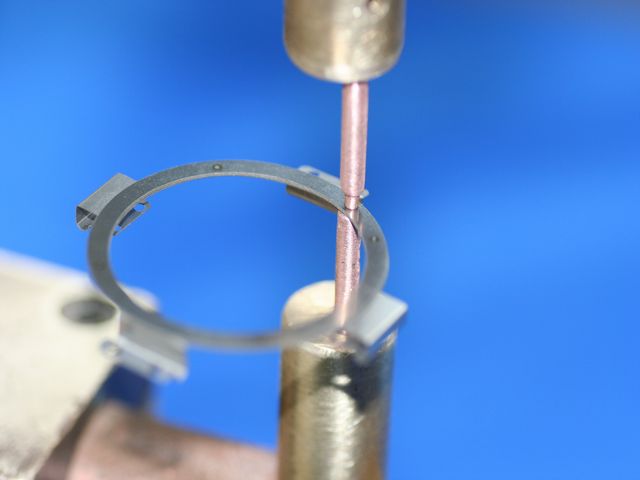
ステンレスリングのスポット溶接

拡大図
ロストワックスとプレートの
スポット溶接

裏面

ステンレス板の無酸化スポット溶接
(スポット溶接焼けの抑制)

電池とタブのスポット溶接

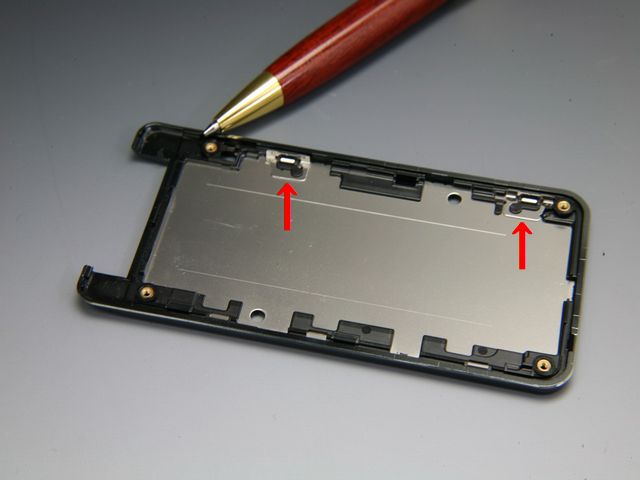
レーザー溶接からスポット溶接へ加工変更
※大幅な加工費のコストダウン
(画像は加工しています)
レーザー溶接からスポット溶接へ加工変更
※大幅な加工費のコストダウン
溶接のコストダウン詳細記事は、こちらから
その他、スポット溶接の加工事例は、こちらから
 ステンレスとリン青銅のスポット溶接
ステンレスとリン青銅のスポット溶接
 銅と電気亜鉛メッキ鋼板のスポット溶接
銅と電気亜鉛メッキ鋼板のスポット溶接
 アルミと鋼板のスポット溶接
アルミと鋼板のスポット溶接
 真鍮と銅のスポット溶接機を使用した、抵抗ロウ付け
真鍮と銅のスポット溶接機を使用した、抵抗ロウ付け
さまざまな異種金属の溶接が可能です。
その他、異種金属溶接の詳細は、こちらから
ステンレス材の各事例ですが、一般的なスポット溶接後バフ研磨および電解メッキで溶接焼けの処理を行っていましたが、無産化スポット溶接で接合を行うことで、後処理を省くことが可能になり、大幅なコスト削減と納期短縮化を行っています。

無産化スポット溶接表面
筐体の無産化スポット溶接

無産化スポット溶接表面

筐体の無産化スポット溶接
| 分類 | 材料記号 |
| 鉄 | SPCC、SK、リボン鋼、亜鉛メッキ鋼板 |
|---|---|
| バイメタル | |
| ステンレス | SUS304、SUS304 CSP、SUS301 CSP、SUS3016L、SUS430、SUS631、SUS420J2 |
| ニッケル | パーマロイ、ハステロイ、インコネル、インバー、形状記憶合金 |
| チタン | TP270、TP340、TP480 |
| 銅・銅合金 | C1020(無酸素銅)、C5210(りん青銅)、クロム銅、ベリリューム銅、真鍮、洋白 |
| プラチナ | PT900、PT1000 |
| アルミ | A5052、A6063、A2017 |

携帯電話部品のスポット溶接冶具電極

産業機器部品のスポット溶接冶具電極

産業機器部品のプロジェクション溶接
冶具電極

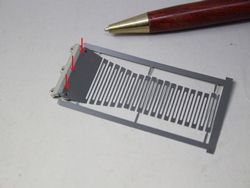
ルーバーのプロジェクション溶接
冶具電極
「こだま」の特徴、治具電極製作及び金型製作は、こちらから
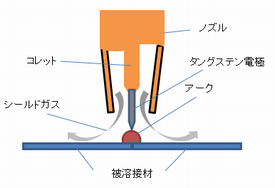
アークスポット溶接とはアルゴン(Ar)ガスや、ヘリウムガスなどの不活性ガスをシールドガスとしてトーチノズル内に流し、融点の高いタングステン電極と母材との間にアークを発生させ、そのアーク熱により不活性ガスと酸素を燃焼させ、溶接しようとする部品の一点にアークを集中させて溶接を行う工法で、銅系・ステンレス系・チタンなどの非鉄金属に適しています。

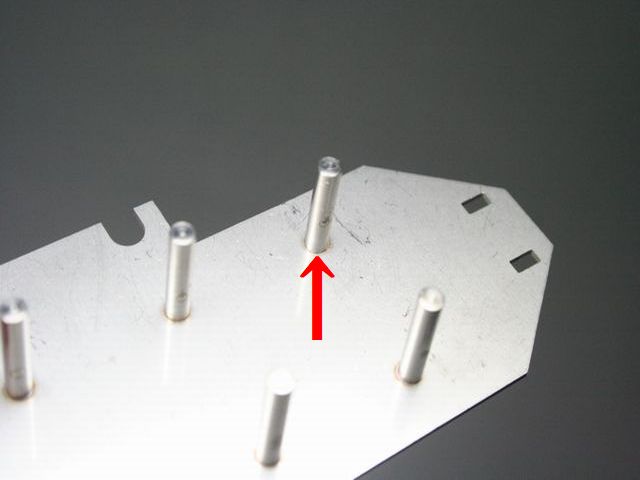
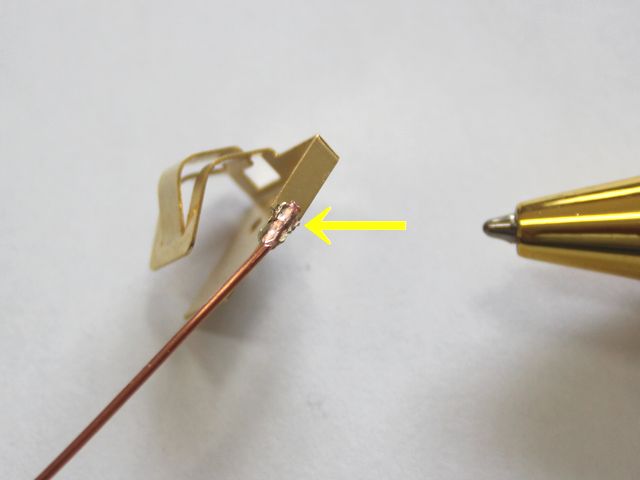
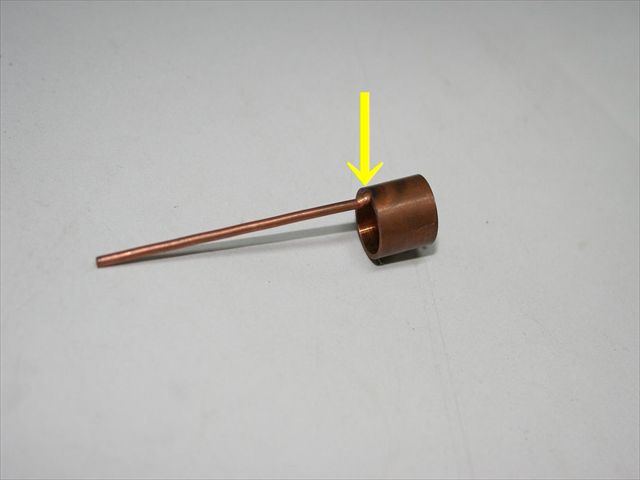
ピン(φ3.0)とプレート(t1.0)のアーク
スポット溶接の事例です。プロジェクション
溶接でも可能ですが、冶具電極が必要となり、
製作数に合わせてアーク溶接を選択しました。
材質:SUS304 表
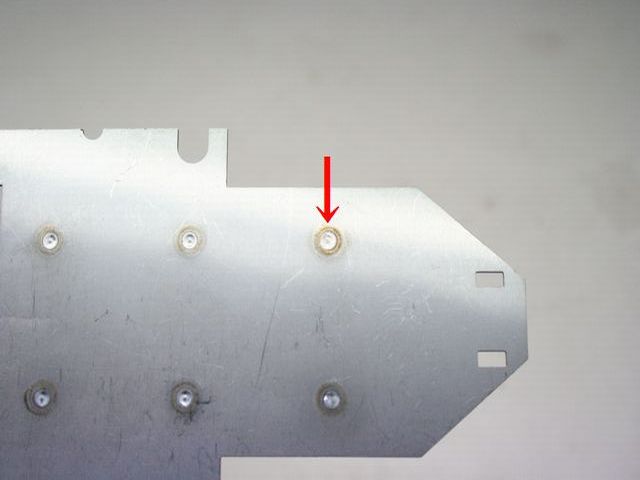
裏面
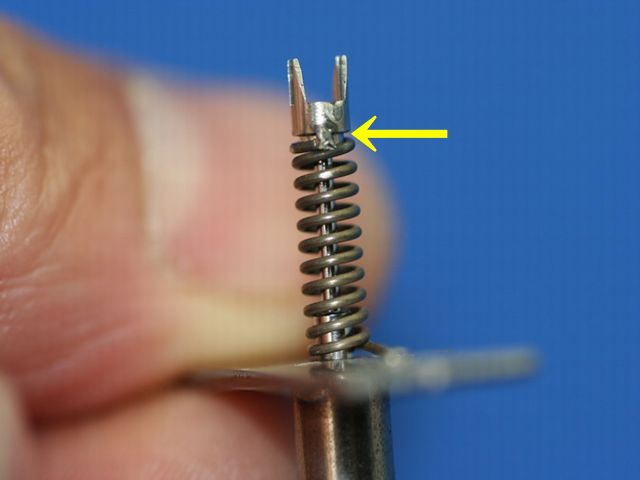
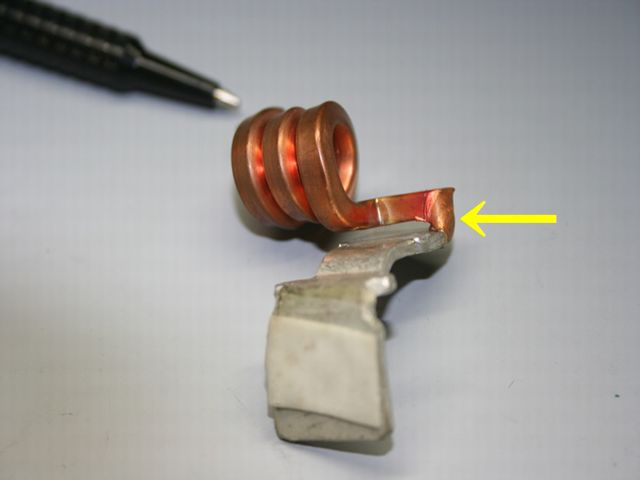
ステンレス部品とコイルばねの
アークスポット溶接
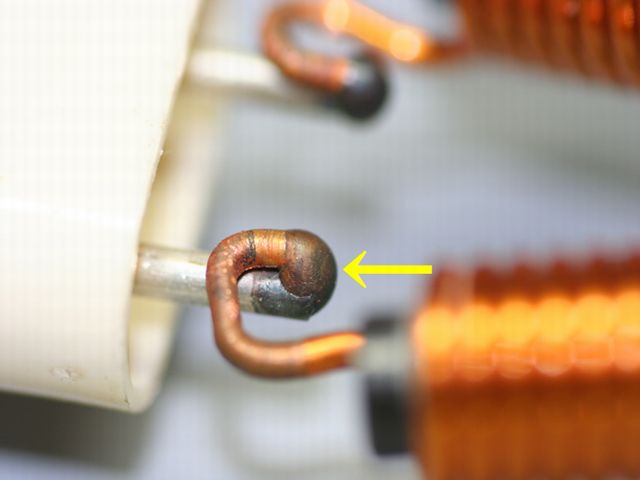
銅パイプと線材のアークスポット溶接
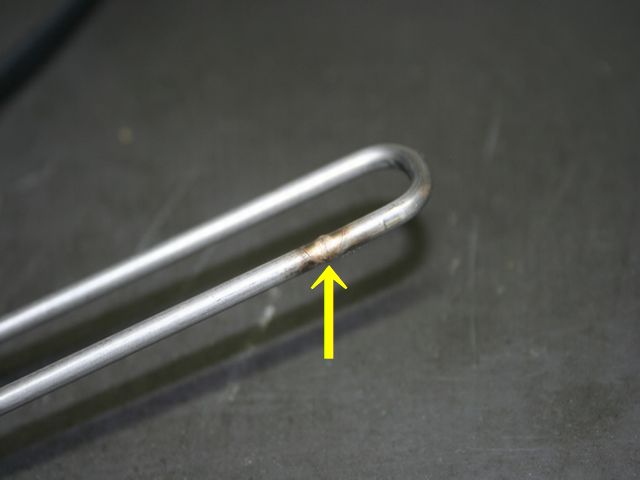
ステンレス線材のアークスポット溶接
銅材のアークスポット溶接

ステンレス材のアークスポット溶接
銅線材のアークスポット溶接

ステンレス板のアークスポット溶接
銅リード線と電熱線の
アークスポット溶接
| 分類 | 材料記号 |
| 鉄 | SPCC |
|---|---|
| ステンレス |
SUS304、SUS304 CSP、SUS301 CSP、SUS3016L、SUS430、SUS631 |
| ニッケル | パーマロイ、ハステロイ、インコネル、インバー、形状記憶合金 |
| チタン | TP270、TP340、TP480 |
| 銅・銅合金 | C1020(無酸素銅)、C5210(りん青銅)、クロム銅、ベリリューム銅 |
歯垢除去装置キャップの
アークスポット溶接冶具

バッテリーキャリアの
アークスポット溶接冶具

カップ麺リテーナーの
アークスポット溶接冶具

産業機器部品の
アークスポット溶接冶具
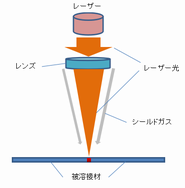
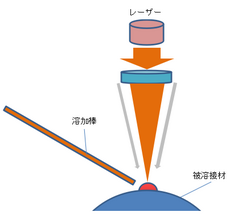
レーザー光をレンズで集光させ熱源として溶接させ、部品照射を行い溶接する方法。
精密部品・薄板金属・箔・微細部品の溶接に適しています。局部的に母材を溶かしますので、熱歪を抑制できるのが特徴です。しかし、レーザー光を集光させる事と、無接触で溶接を行う要素から、溶接させる部品の端面精度,及び部品位置決めをセットする治具などの精度も要求されるので、一次加工(金属プレス等)の精度が、極めて要求され、製品コストが上がってしまう要素も含みます。レーザー溶接では連続溶接では困難ですが、点溶接では溶加材を加えて強度を高めることが可能です。


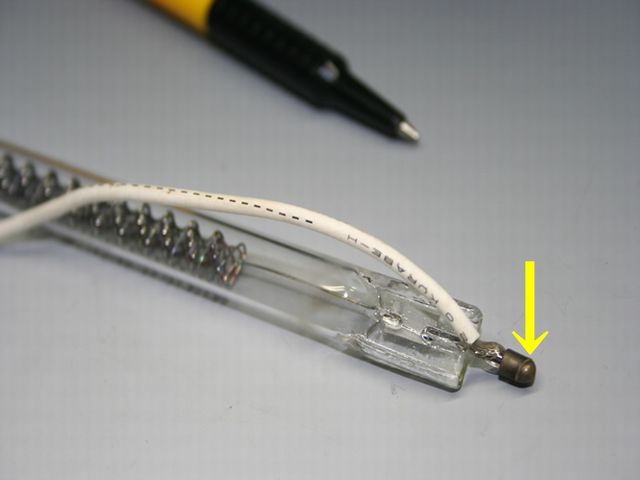
ステンレス球とコイルばねの
レーザースポット溶接
ステンレスt0.1と、t0.5の
レーザースポット溶接
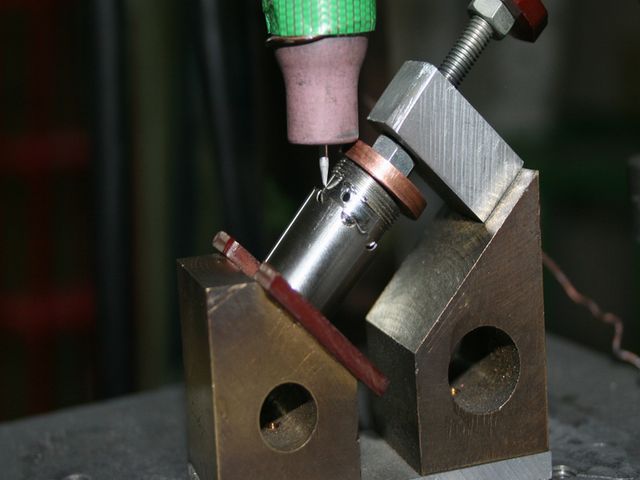
レーザースポット肉盛り溶接

熱電対の肉盛り溶接
※肉盛り溶接は、アークスポット溶接でも可能です。
| 分類 | 材料記号 |
|---|---|
| 鉄 | SPCC |
| ステンレス |
SUS304、SUS304 CSP、SUS301 CSP、SUS3016L、SUS430、SUS631 |
| ニッケル | パーマロイ、ハステロイ、インコネル、インバー、形状記憶合金 |
| チタン | TP270、TP340、TP480 |
| 銅・銅合金 | C5210(りん青銅)、クロム銅、ベリリューム銅 |
こだま製作所へのお問い合わせは、下記フォームからどうぞ!
担当者がご回答致します。








{kind=link}