
![]()
| ご依頼数量 | 製作1個から |
|---|
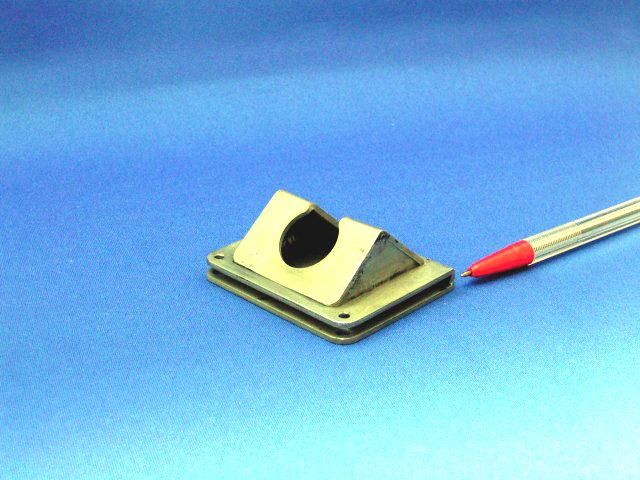
事例画像は、SUS304 t0.3 サイズ93×77×23の、バッテリーケースの試作品です。
試作段階で、深絞り金型の高額な費用が投資できない、そのご要望に対し、
金型レス製作と、溶接構造で、低価格と、短納期をご提供しました。
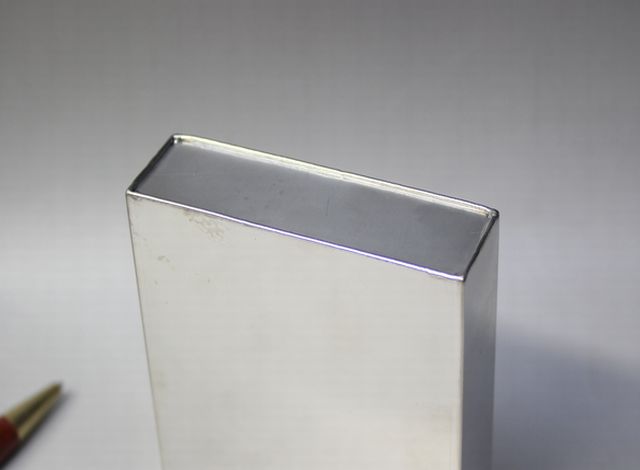
 標準化された、独自金型による曲げ加工 標準化された、独自金型による曲げ加工 |
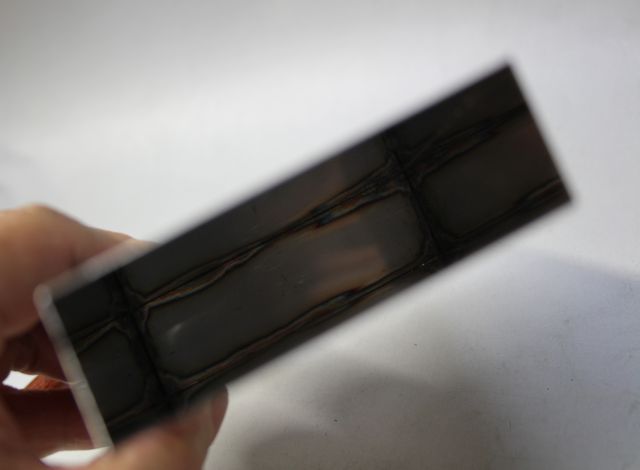
 薄板の気密溶接 薄板の気密溶接 |
深絞り形状品の構想段階から、成形上の要点など具体的にしていただけましたら、
適切な溶接構造のご提案を行います。お気軽にお問い合わせください。
 アルミ製バッテリーケースの金型レス製作 アルミ製バッテリーケースの金型レス製作 |
 アルミ製バッテリーケース、 アルミ製バッテリーケース、高精度な曲げ加工 |
 ステンレスケースのの少ロット製作 ステンレスケースのの少ロット製作 |
 角絞り、簡易金型での製作 角絞り、簡易金型での製作(マイクロフォンケース) |
|
|
 ヘラ加工による、アルミ丸形絞り成形 ヘラ加工による、アルミ丸形絞り成形 |
 金型レスによる、その他ケース曲げ成形 金型レスによる、その他ケース曲げ成形 |
 薄板溶接(インコネルt0.25) 薄板溶接(インコネルt0.25) |
|
|
|
【取り扱い品目】
電気自動車・ハイブリッド車等の、深絞りバッテリーケース。
航空機器・人工衛星関連品等の、深絞りバッテリーケース。
スマートフォンのマイクロフォンケースの絞り成形。
各種シールドケースの、金型レス製作。
◆バッテリーケース(角深絞り成形品)の試作の流れ
| 金型レス・溶接構造での製作 | 深絞り金型による製品製作 | ||
| 1) | 製品の形状・寸法・材質の決定 | 1) | 製品の形状・寸法の決定 |
| 2) | 材料の展開形状の決定 | 2) | 絞り工程数など、金型製作の方向付け |
| 3) | 製作(トリミング、曲げ、溶接) | 3) | プレス機械の選定 |
| ※溶接冶具が必要になる場合もあります。 | 4) | 金型設計 | |
| 5) | 材料・潤滑油の選定 | ||
| 6) | 製作トライ(材料、潤滑油の確認及び変更) | ||
| 7) | 金型修正 | ||
| 8) | 製作トライ | ||
| ※6)7)8)の工程を、どれだけ減らせれるかがポイントになります。 |
※深絞りとは
絞り加工とは、平板材を凸凹の金型で絞り込んで、成形を行う技法です。
絞り加工は、角形、丸形、異形など様々な形状を成形することが可能ですが、
何工程もの金型が必要となり初期費用は高額です。特に深絞りの場合は難易度が高く、
角形、異形となると、さらに難易度が高くなり試作・少量製作品には現実的ではありません。
大量生産となると、穴あけ、フランジ、突起物(パイプ等)などが、
一体成形できますので、生産における高度な合理化が可能です。
Q:バッテリーケースの試作だからサイズは決まってるけど、溶接箇所はどうすればいいの?
A:ラフスケッチを送信ください、検討します。
Q:バッテリーケースには、どんな材質が適切なの?
A:アルミ、ステンレス材が主流です。その中でも、
量産においては、深絞りに適している材質を使用しなければなりませんが、
試作評価という段階であれば、溶接しやすい材質を選択することになります。
Q:開発段階なので、秘密保持契約をおこなってから、話を進めたいのですが、対応可能ですか?
A:秘密保持という観点では対応していますが、書面を送付ください、内容を確認させていただきます。
Q:試作品10個程度あれば・・・だけど費用によっては5個かな?
A:形状、材料、寸法公差が確認できましたら、10個、5個でお見積りいたします。
※寸法公差が厳しくなると、価格は上昇します。

こだま製作所へのお問い合わせは、下記フォームからどうぞ!
担当者がご回答致します。