組電池とは、複数の単一の電池セルを組み合わせて一つの大きな電池(バッテリー)として機能させる装置のことです。これにより、より高い電圧や容量を得ることができます。組電池は携帯電話やラップトップ、電動工具、電気自動車など、さまざまな電化製品や車両に使用されています。組電池は電池セルを接続し、適切な回路を備えることで、安全性と性能を確保します。「こだま」では、リチウムイオン電池を始めとする小型の組電池(バッテリー)に特化して特注製作を行っています。
1)電池ご支給での、組電池の電池交換
2)リード線の溶接
3)組電池の製作
4)組電池用冶具電極の設計・製作
5)試験、溶接条件販売、スポット溶接機の選択・販売支援
6)電池タブの溶接
7)秘密保持契約(有償)
※弊社では外部の方の立ち入りをお断りし、受注案件における守秘義務を遂行しております。
![]()
電池セルの選定: まず、使用する単一の電池セルを選定します。これは、用途や必要な電圧・容量に基づいて選びます。一般的にはリチウムイオン電池が広く使われていますが、ニッケルカドミウムやニッケル水素など他の種類の電池もあります。
電池ホルダーまたはケースの準備(お客様で準備): 電池セルを収納するための適切なホルダーやケースを用意します。これにより、電池が保護され、配線が整理されます。
電池の配列: 選んだ電池セルを、必要な電圧や容量に合わせて適切な配列で組み合わせます。一般的には、電池セルを直列に接続することで電圧を増加させ、並列接続することで容量を増加させます。
配線の接続(お客様で実施): 電池セルをホルダーやケースに固定した後、適切な配線を使用して電池セルを接続します。これにより、電池が一つの組として機能するようになります。
バランス充電回路の追加 (オプション): リチウムイオン電池などの場合、各セルの電圧を均等に保つためにバランス充電回路を追加することが推奨されます。
組電池のテスト(製作初期): 配線や接続が正しく行われていることを確認するために、組み立てた電池パックをテストします。電圧や容量を測定し安全性を確保します。
組電池の組み立て: テストが完了したら、電池パックを最終的なケースやハウジングに収めて組み立てます。この際に、必要に応じて絶縁材料や安全装置を適切に配置します。
※組電池の製作は、電気工学や安全基準に関する知識が必要な作業です。特にリチウムイオン電池などの高エネルギー密度の電池は、誤った取り扱いや組み立てが火災や爆火の危険を引き起こす可能性があるため注意が必要です。
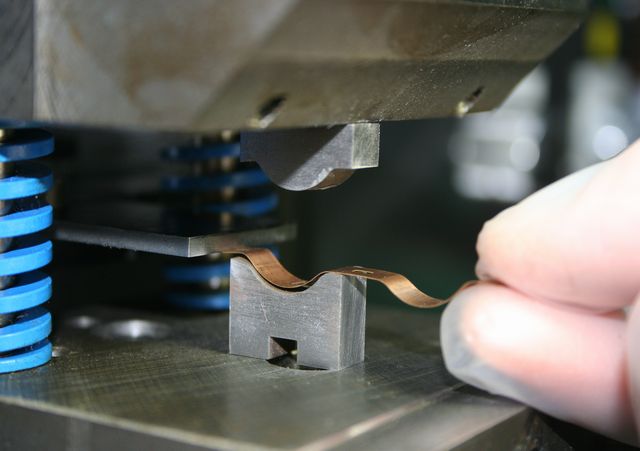
小ロットでタブなどの板金部品を製作する場合には、金型費用がネックとなります。
弊社では既存金型を用いる事により、金型製作を行わず板金加工が可能です。
また、既存金型では対応できない形状や材質でも簡易金型の製作で製作できる場合もあります。
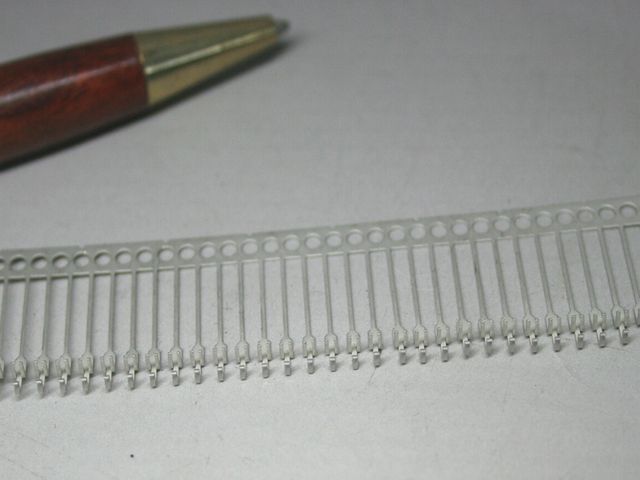
1)規格品(材質はニッケルのみ)
タブ端子の材質は、一般的にニッケルが使用されています。厚みと幅は規格として下記表のサイズが有り、長さはラフな精度になります。長さ精度が必要な場合は、機械加工による切り出しになります。
| 厚み(mm) | 幅3.2mm | 幅6.4mm |
| 0.08 | 〇 | 〇 |
| 0.1 | 〇 | |
| 0.15 | 〇 | 〇 |
| 0.25 | 〇 |

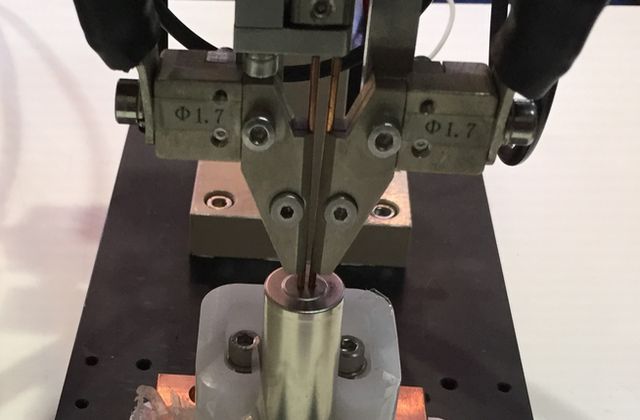
厚み0.15mm幅6.4mmのタブ端子の溶接事例
2)特注製作
りん青銅接点端子
(りん青銅・すずメッキ)
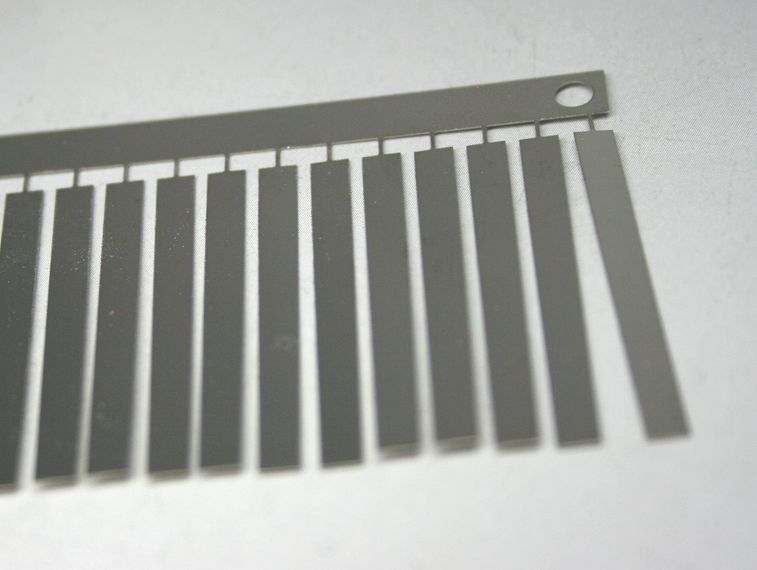
組電池用タブ
(鉄・ニッケルメッキ)
3)金型レス製作
※金型レスの詳細は、こちらから

以下に、電池タブ溶接の一般的な手順や技術についての概要を示します:
タブの材料選択: 適切な材料を選択することが重要です。通常は、ニッケルやリン青銅、アルミニウムのタブが使用されます。これらのタブは、電気伝導性が高く、溶接時に十分な熱を伝える能力があります。
溶接機の選択: 電池タブを溶接するためには、特殊な溶接機が必要です。一般的なタイプには、抵抗溶接機やレーレーザー溶接機がありますが、「こだま」では、多品種に対応しているため抵抗スポット溶接機のみを使用しています。これらの機械は、高い精度と制御を提供し、正確な溶接を行うことができます。
※バスバーンなどの溶接においてはレーザー溶接で対応します。
準備作業: 電池やタブの表面を清潔に保ち、適切な準備を行うことが重要です。表面の汚れや酸化物が残っていると、溶接の品質が低下する可能性があります。
溶接の実施: 抵抗スポット溶接機を使用して、電池にタブを溶接し組立を行いますが、必要に応じて電池タブを他の部品や電子機器にも接続(溶接)します。溶接の際には十分な圧力と熱を加えて、タブと他の部品を確実に接合させます。
品質管理: 初回溶接後接合部の品質を検査し、必要に応じて溶接条件の最適化を行います。品質管理プロセスは、製品の信頼性や安全性を確保するために重要です。
「こだま」では、組電池製作の製作治工具の標準化と、簡易治具製作ノウハウで、特注組電池を1個からご提供が可能です。
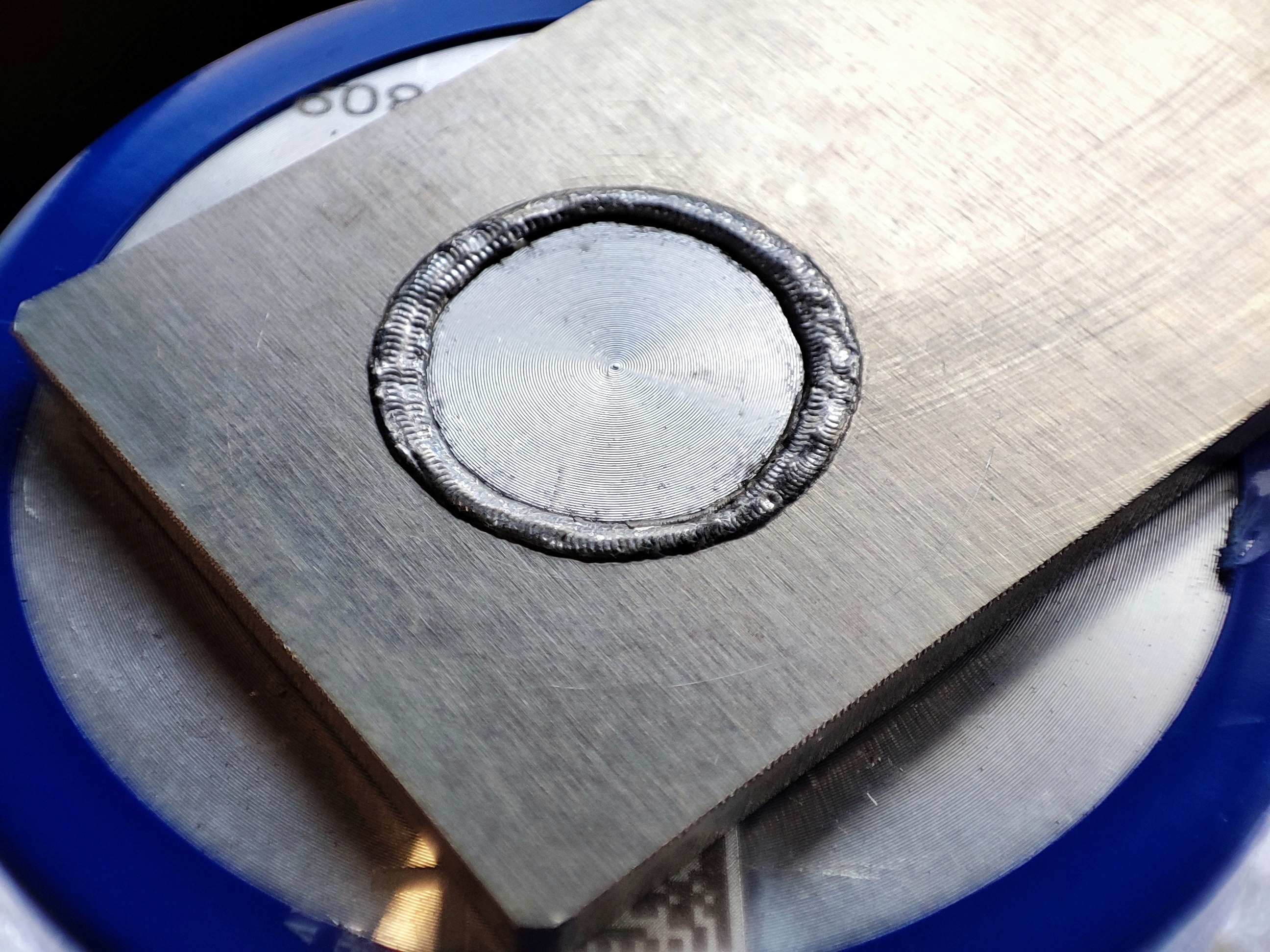
大容量の電池には電極部がアルミ製の場合があります。
アルミの電極でもスポット溶接にてタブ取り付けは可能です。

アルミ端子へのタブ

大型の電池
また、出力の大きい電池の場合、大型のバスバーの取り付けが必要となります。
その場合ではタブ端子では抵抗値が高すぎるため、バスバーを取り付ける必要があります。
アルミバスバーを溶接する場合には、スポット溶接では対応できないためレーザー溶接にて対応いたします。
3mm厚のアルミバスバーのスポット溶接
アルミバスバーのレーザー溶接
※関連する事例は現在ございません。
こだま製作所へのお問い合わせは、下記フォームからどうぞ!
担当者がご回答致します。
