 |
 |
薄板ばねの使用範囲は広く、産業機器、自動車、航空機、宇宙衛星、医療機器、建築金物、玩具、AV機器、PC等広範囲に使用されています。その種類は様々ですが、主に材質・板厚・形状の3つの要素から成り立っています。ここでは、薄板ばねの形状、材質・板厚・特性に分けてご説明します。
また、参考までに、薄板ばねの設計、薄板ばねの溶接についても触れています。
1,板バネ製作、1個からの製作対応(金型レス・簡易金型製作)
2,さまざまな材料に対応(バネ特性にある材質)
(析出系SUS・インコネル・ハステロイなど特殊な板バネも対応)
3,板バネの、量産加工(2000個/ロット程度まで)
4,溶接による、板バネと他金具との接合
※リボン鋼(SK生材は対応可能)の板バネは溶接できませんが、熱カシメで対応できる場合があります。
5,各種表面処理・熱処理加工
6,材料分析

各種薄板ばねの製作事例(ページ下部にあります)は、こちらから
各種薄板ばねの材質は、こちらから
薄板ばねの形状は、対象物へテンション(押える)をかける為の形状、パイプなどを固定する形状、対象物の脱着を行為の、
爪形の形状など、用途に合わせて材質・板厚とともにさまざまです。また、薄板ばねは、対象物に対して、材料強度(曲げ加工時に生じる折れ)の限界までは、自由な材質・サイズ・形状に製作することが可能です。
ここでは、形状をざっくり3種類に分けてご紹介をします。
押え薄板ばね
ステンレス押さえ薄板ばね
 押え薄板ばね1 取付穴で固定を行い、片側で押える形状 |
 押え薄板ばね2 取付穴で固定を行い二方で押える形状 |
 薄板ばね3 取付穴で固定を行い、片側で押える形状 |
 薄板ばね4 取付穴で固定を行い、片側で押える形状 |
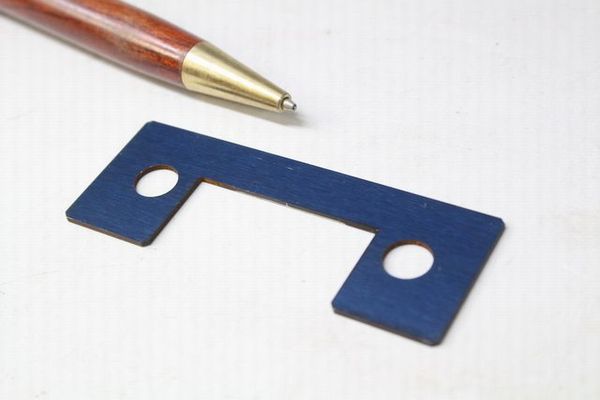
 押え薄板ばね5 両側の取付穴で工程を行い腹部で押える形状 |
 押え薄板ばね6 両側の取付穴で工程を行い腹部で押える形状 |
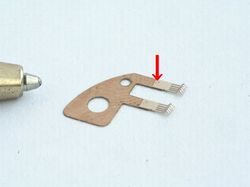
 微細押え薄板ばね7 二つの足で、押える形状 |
 押え薄板ばね8 二つの足で、押える形状 |
SK材(鉄系)押さえ薄板ばね
 SK(鉄系) 押え薄板ばね1 取付穴で固定を行い、片側で押える形状 |
 SK(鉄系) 押え薄板ばね2 両側の取付穴で工程を行い腹部で押える形状 |
りん青銅押さえ薄板ばね
 りん青銅 押え薄板ばね1 取付穴で固定を行い二方で押える形状 |
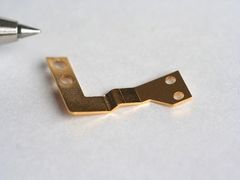 りん青銅(金メッキ)押え薄板ばね2 取付穴で固定を行い、片側で押える形状 |
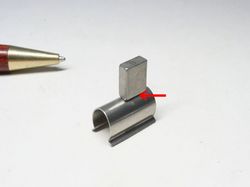
ステンレス固定用薄板ばね
 固定用薄板ばね1 クリップホルダー形 |
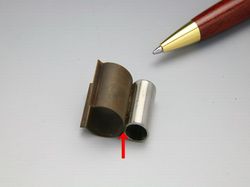
 固定用薄板ばね2 カール形 |
 固定薄板ばね3 クリップ形 |
 固定薄板ばね4 カール形 |
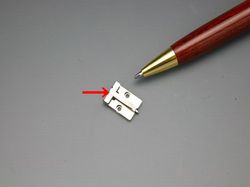
 固定用薄板ばね5 挟み込み形 |
 固定用薄板ばね6 カール形 |
 固定用薄板ばね7 挟み込み形 |
 固定用薄板ばね8 挟み込み形 |
 固定用薄板ばね9 先端差し込み形 |
 固定用薄板ばね10 挟み込み形 |
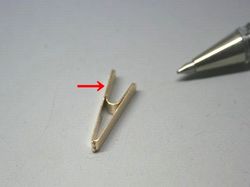
ステンレス爪形薄板ばね
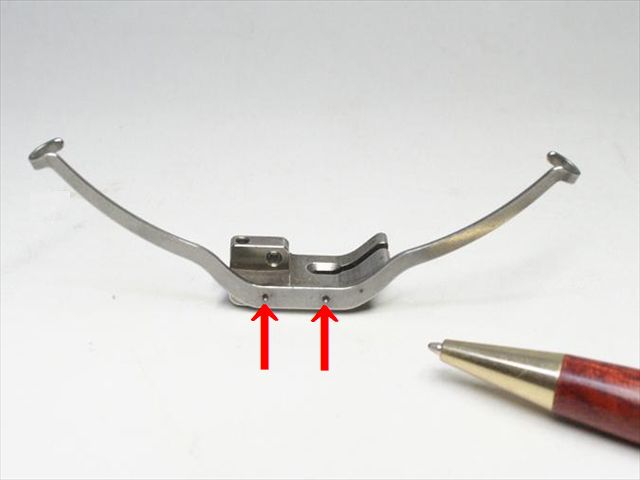
 爪形薄板ばね1 脱着可能なストッパー形 |
 爪形薄板ばね2 抱え込み形 |
 爪形薄板ばね3 脱着可能なストッパー形 |
 爪形薄板ばね4 脱着可能なストッパー形 |
 爪形薄板ばね5 脱着可能なストッパー形 |
 爪形薄板ばね6 脱着可能なストッパー形 |
 爪形薄板ばね7 脱着可能なストッパー形 |
 爪形薄板ばね8 脱着可能なストッパー形 |
その他の薄板ばね形状は、こちら(ページ下部にあります)のページでご確認できます。
薄板ばねは、机上で設計できればいいのですが、(コイルばねなら、机上設計が可能なのですが)計算式に基づいて設計を行っても、固定する箇所、負荷方向などで誤差が大きく出てしまいます。ですので、製作までの近道は試作をおこなうことです。
薄板ばねが必要になった場合、形状のイメージは、意外と出てくるものですので、当サイトの製作事例を参考にしていただき図面化を行って、サイズの追記を行いお問合せフォームもしくは、FAXで送付ください。その作図を基に、専門的知識で方向付けを行って試作品の製作を行い、実際にテスト確認を行っていただきます。
※図面がない場合のお問い合わせ方法については、こちらから
失敗しない、薄板ばねの設計(作り方)について、はこちらから
「こだま」では、薄板ばねの試作・少量製作(2000個まで)において、金型レス・簡易金型で対応していますので、製作における、金型費の軽減(ゼロ円~金型費の1/10)、短納期のご提供を行っています。金型レス・簡易金型製作は、試作確認後の板厚・材質・形状変更等が、容易に行うことが出来ます。
薄板ばねの材質には、ステンレス系、鉄系、銅系の三種類がありますが、使用環境によってチタン、インコネルを使用することがあります。ここでは、主となるステンレス系、鉄系、銅系の、材質・板厚・特性を、中心にご紹介します。
●リボン鋼
鉄系バネ材として、SUP材相当品として、近年使用されている材質です。バネ特性は特に高く、材料費も安価ですが、曲げ成形が必要な形状では、生材からの成形となり、成形後熱処理を行いますので、大量生産の製作方法でないと、形状精度が悪くなります。また、鉄系ですので、表面処理をしないと錆びてしまいます。
●べーナイト鋼
一般的にみがき特殊帯鋼材に、熱処理(オーステンパ処理)を行って、べーナイト組織にしたもので、硬くて、機械的性質の高い材質ですが、板バネの成形においては、リボン鋼と同じ製法になります。
●ステンレス系バネ材
錆びに強いということで、広く使用されている材質です。バネ特性は、リボン鋼よりは低いですが、用途においては十分な反発力、復元性を持っています。曲げ加工においても、バネ材そのものを成形することができるので、特にt0.5以下では、少量製作でも精度の高い、板バネを製作することが可能です。
●銅系バネ材
通電性重視の、接点などに広く使用されています。薄くて小さな板バネから、微細加工まで加工性に優れた材質で、電子部品・弱電部品・電機部品には欠かせない材質です。リン青銅などのバネ特性は、ステンレス系に比べて低いですが、通電性・バネ特性を求める板バネでは、ベリリウム銅が使用されています。
●チタンバネ材
強い耐食性を求められる環境で、使用される材質ですが、熱処理によって硬度を上げますが、バネ特性は低く、板厚での補足が必要です。
●インコネル板バネ材
高温下の環境で、使用される材質ですが、熱処理によって硬度を上げますが、バネ特性は低いです。
板バネ材の識別は、材料では識別しにくいのでサンプルでご紹介します。
 リボン鋼板バネ材 |
 べーナイト鋼板バネ材 |
 ステンレス板バネ材 |
 リン青銅板バネ材(銅系) |
 洋白板バネ材(銅系) |
 ベリリュム銅板バネ材(銅系) |
 チタン板バネ材 |
 インコネルの板バネ |
ステンレス系の薄板・板金パーツや、ステンレス系板バネにはSUS304-CSPが最もよく利用されていますが、薄板ばねにはバネ特性の低い順に1/2H,3/4H,Hと一般的には、3段階で、用途に応じて使用されています。
シムに使用する材料としてもSUS304-CSPが一般的で、2B材に対し材料費はある程度高くなりますが、板厚精度が高いことから、ご指定の無い場合弊社ではCSP材を使用しています。
また、SUS304 CSPよりさらに高いバネ特を要する板バネには、SUS301 CSPを使用しています。
SUS301もSUS304と同じくバネ特性は一般的に3段階で用途に応じて利用されています。
| SUSバネ材の標準板厚(JIS G 4313) | |
|---|---|
| 材質 | SUS301-CSP・SUS304-CSP・SUS420J2-CSP・SUS631-CSP・SUS631J1-CSP |
| 板厚 mm | 0.10、0.12、0.15、0.20、0.25、0.28、0.30、0.35、0.40、0.45、0.50、0.55、0.6、・0.70、0.80、0.90、1.00、1.20、1.40、1.50 |
| SUSバネ材板厚公差(JIS G 4313の厚さの許容差)単位mm | |
| SUS301-CSP・SUS304-CSP・SUS420J2-CSP・SUS631-CSP・SUS631J1-CSP | |
| 板厚 mm | 材料幅(250以上600未満) |
| 0.10以上 0.16未満 | ±0.020 |
| 0.16以上 0.25未満 | ±0.030 |
| 0.25以上 0.40未満 | ±0.035 |
| 0.40以上 0.60未満 | ±0.040 |
| 0.60以上 0.80未満 | ±0.045 |
| 0.80以上 1.00未満 | ±0.050 |
| 1.00以上 1.25未満 | ±0.050 |
| 1.25以上 1.60以下 | ±0.060 |
| 種類の記号 | 調質記号 | 硬度(Hv) | 引張強さ(N/㎜2) | 伸び(%) |
|---|---|---|---|---|
| SUS301CSP | 1/2H | 310以上 | 930以上 | 10%以上 |
| 3/4H | 370以上 | 1130以上 | 5%以上 | |
| H | 430以上 | 1320以上 | - | |
| EH | 490以上 | 1570以上 | - | |
| SUS304CSP | 1/2H | 250以上 | 780以上 | 6%以上 |
| 3/4H | 310以上 | 930以上 | 3%以上 | |
| H | 370以上 | 1130以上 | - | |
| NSS431 DP-2 | - | 340~400 | 1200(参考値) | 9%(参考値) |
| SUS420J2 | 0 | 210以下 | - | - |
| 析出硬化系 | 熱処理後硬さ(Hv) | |||
| NSSHT1770 | - | 280以上 | - | 450以上 |
| SUS631CSP | 0 | 200以下 | 1030以下 | 345以上 |
| 1/2H | 350以上 | 1080以上 | 380以上 | |
| 3/4H | 400以上 | 1180以上 | 450以上 | |
| H | 450以上 | 1420以上 | 530以上 | |
鉄系薄板ばねとしてはSUP材となりますが、薄板ばね材としては入手困難な板厚もありますので、弊社ではお客様ご承諾の上、類似材として曲げ成形の多い板バネにはSK材(生材)を使用し、成形後焼き入れ焼き戻しの処理を行い、主に平板の形状カットのみの板バネには焼き入れリボ鋼をよく使用しています。
Sk材とはバネ用炭素鋼帯の一種で、焼入れリボン鋼とはバネ用炭素鋼帯に熱処理(焼入れ焼戻し)を施して製造される焼入鋼帯で、主に薄板バネや、ゼンマイバネ、刃物に使用されています。
| 磨き焼き入れリボン鋼の標準板厚 | |
| 材質 | ばね用冷間圧延鋼帯(SK材)を焼き入れしたもの |
| 板厚mm | 0.10、0.13、0.15、0.18、0.20、0.23、0.25、0.28、0.30、0.33、0.35、0.40、0.45、0.50、0.6、0.70、0.80、0.90、1.00、1.20、1.40、1.50、1.6、2.0、2.5、3.0 |
| SK4,SK5 | ||
|---|---|---|
| 板厚mm | 材料幅200mm以上 | 材料幅200mm以上500mm未満 |
| 0.10未満 | ±0.012 | - |
| 0.10以上 0.15未満 | ±0.015 | - |
| 0.15以上 0.25未満 | ±0.020 | ±0.025 |
| 0.25以上 0.40未満 | ±0.025 | ±0.035 |
| 0.40以上 0.60未満 | ±0.035 | ±0.040 |
| 0.60以上 0.90未満 | ±0.045 | ±0.055 |
| 0.90以上 1.20未満 | ±0.055 | ±0.070 |
| 1.20以上 1.60未満 | ±0.070 | ±0.080 |
| 1.60以上 2.10未満 | ±0.075 | ±0.090 |
| 2.10以上 3.00未満 | ±0.080 | ±0.090 |
| 種類の記号 | 焼きなましをしたもの | 冷間圧延をしたもの | 焼き入れ焼き戻しをしたもの |
|---|---|---|---|
| SK5-CSP | 190以下 | 230~270 | 350~500 |
| SK4-CSP | 200以下 | 230~270 | 400~600 |
| バネ用ベリリウム銅,リン青銅、及び洋白の標準板厚 | |
| 材質 | C1720、C1700、C7701,C7521,C5210,C5191 |
| 板厚 mm | 0.1、 0.15、 0.2、 0.25、 0.3、0.35、 0.4、 0.45、 0.5、 0.6、 0.7、 0.8、1.0、 1.2、 1.4、 1.5、 1.6、 1.8、 2.0 |
| 真鍮 | |
| 材質 | C2801 |
| 板厚 mm | 0.1、0.2、0.25、0.3、0.4、0.5、0.6、0.7、0.8、1、1.2、1.4、1.5、1.6、2、2.3、2.5、2.6、3、3.2、3.5、4、5、6、8、10 |
| タフピッチ銅 | |
| 材質 | C1100 |
| 板厚 mm | 0.1、 0.15、 0.2、 0.25、 0.3、0.4、 0.45、 0.5、 0.6、 0.7、 0.8、1.0、 1.2、 1.4、 1.5、 1.6、 1.8、 2.0 |
| 無酸素銅 | |
| 材質 | C1020 |
| 板厚mm | 0.3、 0.4、 0.5、 0.6、 0.8、1.0、 1.2、1.5、 1.6、2.0 |
| 板厚mm | 材料幅200以下 C1700,C1720 |
材料幅400以下 C5210,C7701 |
| 0.05以上 0.08以下 | ±0.005 | |
| 0.08を越え 0.15以下 | ±0.008 | |
| 0.15を越え 0.25以下 | ±0.013 | |
| 0.25を越え 0.4以下 | ±0.018 | |
| 0.4を越え 0.55以下 | ±0.020 | |
| 0.55を越え 0.7以下 | ±0.025 | |
| 0.7を越え 0.9以下 | ±0.030 | |
| 0.9を越え 1.2以下 | ±0.035 | |
| 1.2を越え 1.5以下 | ±0.045 | |
| 1.5を越え 2以下 | ±0.050 | |
| 種類の記号 | 調質記号 | 硬度(Hv) | 引張強さ (N/㎜2) |
伸び(%) |
|---|---|---|---|---|
| C5191(りん青銅2種) | 1/2H | 150~205 | 490~610 | 20%以上 |
| H | 180~230 | 590以上 | 8%以上 | |
| C5210(バネ用りん青銅) | 1/2H | 140~205 | 470~610 | 27%以上 |
| H | 185~235 | 590以上 | 20%以上 | |
| C7521(洋白2種) | 1/2H | 120~180 | 440~570 | 5%以上 |
| H | 150~210 | 540~640 | 3%以上 | |
| C7701(バネ用洋白) | 1/2H | 150~210 | 540~655 | 8%以上 |
| H | 180~240 | 630~735 | 4%以上 | |
| C1700(ベリリューム銅) 時効効果処理後 |
1/4H | 330~410 | 1100以上 | 2%以上 |
| H | 360~430 | 1230以上 | - | |
| C1720(ベリリューム銅) 時効効果処理後 |
1/2H | 345~430 | 1180以上 | 2%以上 |
| H | 380~450 | 1270以上 | - |
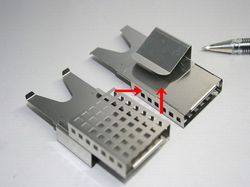
必要に応じて板バネを、他の部品に接合しなくてはならないケースがあります。接合方法としては、カシメ加工と溶接加工がありますが、バネ材は、溶接による熱によって鈍ってしまいますので、過度な加熱は避けなければなりません。
通常は、他の部品とのカシメ加工が適切ですが、接地面が小さすぎたり、カシメ部分の緩みの懸念などがある場合には、最小限の加熱(溶接による)強度確保が行える、抵抗溶接(スポット溶接・プロジェクション溶接)、アークスポット溶接が適しています。また、さらに微細部分の溶接では、レーザー溶接が適切です。
加工事例
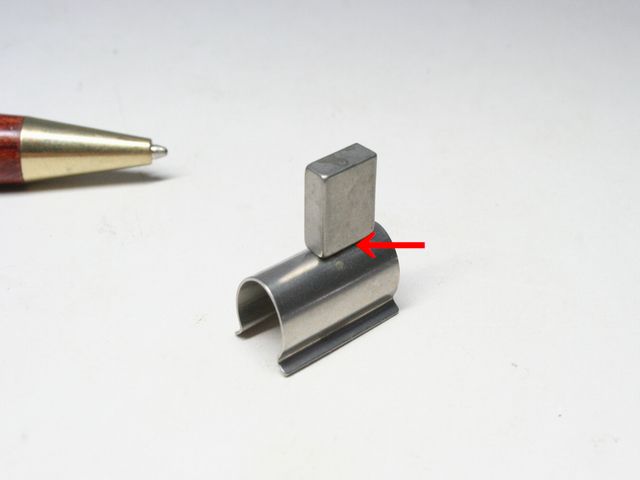
困難とされる、リボン鋼のスポット溶接にも対応します。
※溶接強度は最大限の確保を行いますが、必要強度については確認が必要です。
 スポット溶接後 |
 強度確認 |
薄板ばねに関するご相談は、下記フォームからお問合せ下さい!!
※関連する事例は現在ございません。
こだま製作所へのお問い合わせは、下記フォームからどうぞ!
担当者がご回答致します。






{kind=link}