板バネとは金属板で、ある一定以上のバネ特性を得た材質を使用して、用途に合わせた形状に成形を行ったモノを、板バネと称して使用されています。板バネは、押さえる、挟む、固定する、圧をかける等の目的で、様々な形状・材質・板厚があります。
①材料選定:スプリング鋼や高炭素鋼など、強度や弾性が求められる材料を選びます。
②切断:材料を必要なサイズに切断します。通常は板状の形で提供されます。
③成形:切断した材料を熱処理したり、プレス機やロール機で成形します。形状や曲げ角度は設計に基づきます。
④熱処理:必要に応じて強度や弾性を向上させるために、焼入れや焼戻しなどの熱処理を行います。
⑤検査:寸法が設計通りになっているか確認します。
⑥梱包・出荷:完成した板バネを梱包し、出荷します。
このプロセスは一般的なもので、具体的な製造方法は企業や用途によって異なる場合があります。
1,板バネ製作、1個からの製作対応(金型レス・簡易金型製作)
2,さまざまな材料に対応(バネ特性にある材質)
(析出系SUS・インコネル・ハステロイなど特殊な板バネも対応)
3,板バネの、量産加工(2000個/ロット程度まで)
4,溶接による、板バネと他金具との接合
5,各種表面処理・熱処理加工
6,材料分析
※リボン鋼(SK生材は対応可能)の板バネは溶接できませんが、熱カシメで対応できる場合があります。
1、板バネの形状
板バネには用途に合わせて、さまざまな形状がありますが、1例のみになりますが解説しています。
①押さえる
 押さえ板バネ SUS304 CSP H t0.4 |
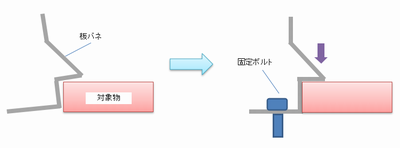 |
対象物に板バネをボルトで取付て、対象物を押さえて固定します。
この場合、四方に板バネを取り付ければ、対象物は完全に固定される状態になりますので、固定板バネとしても種分けられます。
②挟む
 挟む板バネ(クリップ) SUS301 CSP H t0.4 |
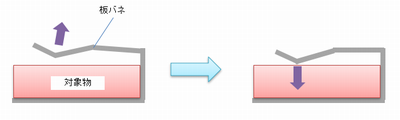 |
カード(対象物)などを重ねて固定する時の、一般的な形状です。
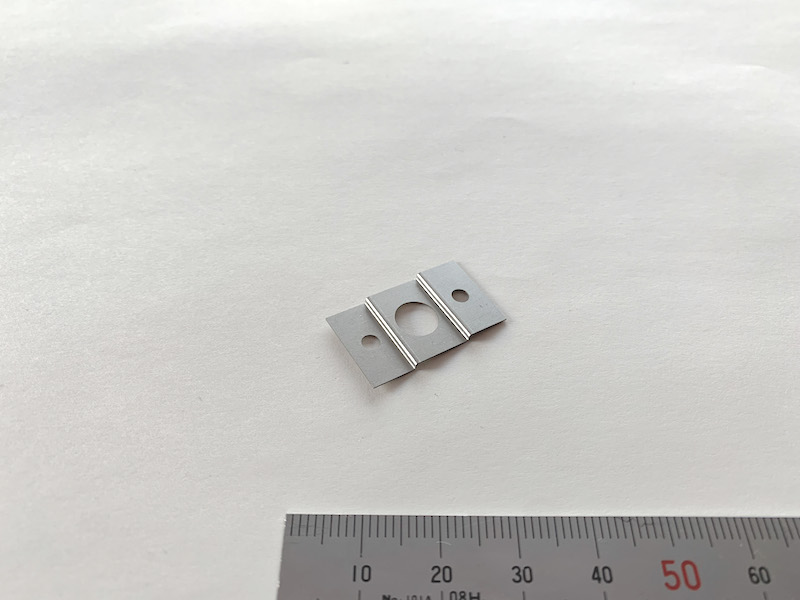
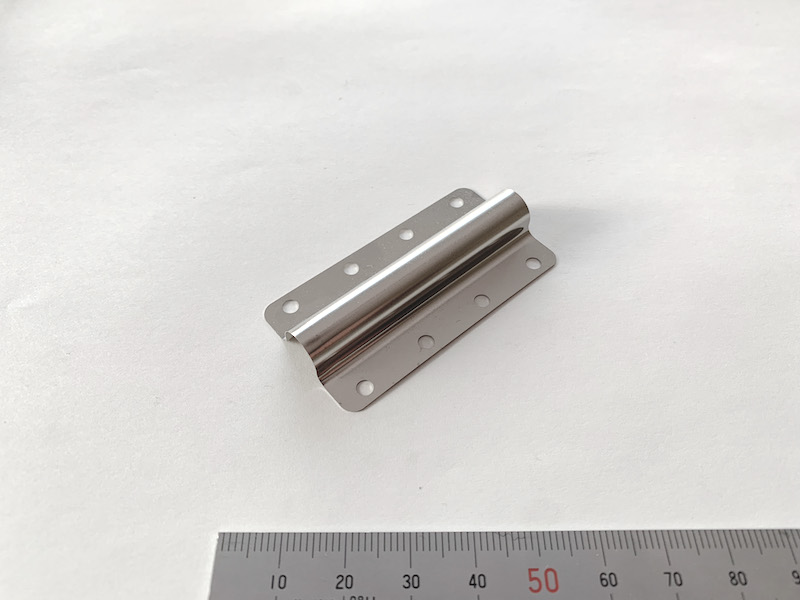
③固定する
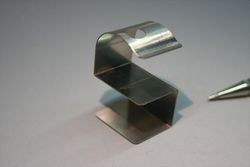 固定形板バネ SUS304 CSP H t0.5 |
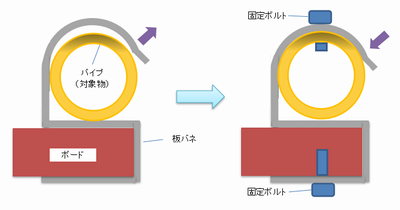 |
事例は陳列金具として、図の下部は棚などに板バネで挟み込んでボルトで固定を行い、上部パイプ等をバネ性を利用して取付やすく、固定するための形状です。
④圧をかける
 テンション用板バネ SUS304 CSP H t0.5 |
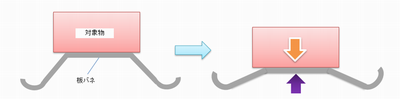 |
一定の圧をかけることで、対象物を振動等の影響を抑制するための板バネの形状です。
その他、形状(製作事例)は、こちらから
板バネの材質
板バネの材質は、ステンレス系と、鉄系が主流に使用されていますが、電気機器等に接点として使用される、りん青銅やベリリューム、洋白などがあります。また、高温の環境の中で使用される場合にはインコネル、薬品や海水に影響を受ける環境では、チタン等が使用されています。
 ステンレス板バネ |
 リボン鋼板バネ |
 りん青銅板バネ |
 ベリリュム銅板バネ |
 インコネル板バネ |
 チタン板バネ |
ステンレス系の薄板・板金パーツや、ステンレス系板バネにはSUS304-CSPが最もよく利用されていますが、板バネにはバネ特性の低い順に1/2H,3/4H,Hと一般的には、3段階で、用途に応じて使用されています。
シムに使用する材料としてもSUS304-CSPが一般的で、2B材に対し材料費はある程度高くなりますが、板厚精度が高いことから、ご指定の無い場合弊社ではCSP材を使用しています。
また、SUS304 CSPよりさらに高いバネ特を要する板バネには、SUS301 CSPを使用しています。
SUS301もSUS304と同じくバネ特性は一般的に3段階で用途に応じて利用されています。
| SUSバネ材の標準板厚(JIS G 4313) | |
|---|---|
| 材質 | SUS301-CSP・SUS304-CSP・SUS420J2-CSP・SUS631-CSP・SUS631J1-CSP |
| 板厚 mm | 0.10、0.12、0.15、0.20、0.25、0.28、0.30、0.35、0.40、0.45、0.50、0.55、0.6、・0.70、0.80、0.90、1.00、1.20、1.40、1.50 |
| SUSバネ材板厚公差(JIS G 4313の厚さの許容差)単位mm | |
|---|---|
| SUS301-CSP・SUS304-CSP・SUS420J2-CSP・SUS631-CSP・SUS631J1-CSP | |
| 板厚 mm | 材料幅(250以上600未満) |
| 0.10以上 0.16未満 | ±0.020 |
| 0.16以上 0.25未満 | ±0.030 |
| 0.25以上 0.40未満 | ±0.035 |
| 0.40以上 0.60未満 | ±0.040 |
| 0.60以上 0.80未満 | ±0.045 |
| 0.80以上 1.00未満 | ±0.050 |
| 1.00以上 1.25未満 | ±0.050 |
| 1.25以上 1.60以下 | ±0.060 |
| 種類の記号 | 調質記号 | 硬度(Hv) | 引張強さ(N/㎜2) | 伸び(%) |
|---|---|---|---|---|
| SUS301CSP | 1/2H | 310以上 | 930以上 | 10%以上 |
| 3/4H | 370以上 | 1130以上 | 5%以上 | |
| H | 430以上 | 1320以上 | - | |
| EH | 490以上 | 1570以上 | - | |
| SUS304CSP | 1/2H | 250以上 | 780以上 | 6%以上 |
| 3/4H | 310以上 | 930以上 | 3%以上 | |
| H | 370以上 | 1130以上 | - | |
| NSS431 DP-2 | - | 340~400 | 1200(参考値) | 9%(参考値) |
| SUS420J2 | 0 | 210以下 | - | - |
| 析出硬化系 | 熱処理後硬さ(Hv) | |||
| NSSHT1770 | - | 280以上 | - | 450以上 |
| SUS631CSP | 0 | 200以下 | 1030以下 | 345以上 |
| 1/2H | 350以上 | 1080以上 | 380以上 | |
| 3/4H | 400以上 | 1180以上 | 450以上 | |
| H | 450以上 | 1420以上 | 530以上 | |
鉄系板バネとしてはSUP材となりますが、薄板バネ材としては入手困難な板厚もありますので、弊社ではお客様ご承諾の上、類似材として曲げ成形の多い板バネにはSK材(生材)を使用し、成形後焼き入れ焼き戻しの処理を行い、主に平板の形状カットのみの板バネには焼き入れリボ鋼をよく使用しています。
Sk材とはバネ用炭素鋼帯の一種で、焼入れリボン鋼とはバネ用炭素鋼帯に熱処理(焼入れ焼戻し)を施して製造される焼入鋼帯で、主に薄板バネや、ゼンマイバネ、刃物に使用されています。
| 磨き焼き入れリボン鋼の標準板厚 | |
|---|---|
| 材質 | ばね用冷間圧延鋼帯(SK材)を焼き入れしたもの |
| 板厚mm | 0.10、0.13、0.15、0.18、0.20、0.23、0.25、0.28、0.30、0.33、0.35、0.40、0.45、0.50、0.6、0.70、0.80、0.90、1.00、1.20、1.40、1.50、1.6、2.0、2.5、3.0 |
| SK4,SK5 | ||
|---|---|---|
| 板厚mm | 材料幅200mm以上 | 材料幅200mm以上500mm未満 |
| 0.10未満 | ±0.012 | - |
| 0.10以上 0.15未満 | ±0.015 | - |
| 0.15以上 0.25未満 | ±0.020 | ±0.025 |
| 0.25以上 0.40未満 | ±0.025 | ±0.035 |
| 0.40以上 0.60未満 | ±0.035 | ±0.040 |
| 0.60以上 0.90未満 | ±0.045 | ±0.055 |
| 0.90以上 1.20未満 | ±0.055 | ±0.070 |
| 1.20以上 1.60未満 | ±0.070 | ±0.080 |
| 1.60以上 2.10未満 | ±0.075 | ±0.090 |
| 2.10以上 3.00未満 | ±0.080 | ±0.090 |
| 種類の記号 | 焼きなましをしたもの | 冷間圧延をしたもの | 焼き入れ焼き戻しをしたもの |
|---|---|---|---|
| SK5-CSP | 190以下 | 230~270 | 350~500 |
| SK4-CSP | 200以下 | 230~270 | 400~600 |
| バネ用ベリリウム銅,リン青銅、及び洋白の標準板厚 | |
|---|---|
| 材質 | C1720、C1700、C7701,C7521,C5210,C5191 |
| 板厚 mm | 0.1、 0.15、 0.2、 0.25、 0.3、0.35、 0.4、 0.45、 0.5、 0.6、 0.7、 0.8、1.0、 1.2、 1.4、 1.5、 1.6、 1.8、 2.0 |
| 真鍮 | |
|---|---|
| 材質 | C2801 |
| 板厚 mm | 0.1、0.2、0.25、0.3、0.4、0.5、0.6、0.7、0.8、1、1.2、1.4、1.5、1.6、2、2.3、2.5、2.6、3、3.2、3.5、4、5、6、8、10 |
| タフピッチ銅 | |
|---|---|
| 材質 | C1100 |
| 板厚 mm | 0.1、 0.15、 0.2、 0.25、 0.3、0.4、 0.45、 0.5、 0.6、 0.7、 0.8、1.0、 1.2、 1.4、 1.5、 1.6、 1.8、 2.0 |
| 無酸素銅 | |
|---|---|
| 材質 | C1020 |
| 板厚mm | 0.3、 0.4、 0.5、 0.6、 0.8、1.0、 1.2、1.5、 1.6、2.0 |
| 板厚mm | 材料幅200以下 C1700,C1720 |
材料幅400以下 C5210,C7701 |
|---|---|---|
| 0.05以上 0.08以下 | ±0.005 | |
| 0.08を越え 0.15以下 | ±0.008 | |
| 0.15を越え 0.25以下 | ±0.013 | |
| 0.25を越え 0.4以下 | ±0.018 | |
| 0.4を越え 0.55以下 | ±0.020 | |
| 0.55を越え 0.7以下 | ±0.025 | |
| 0.7を越え 0.9以下 | ±0.030 | |
| 0.9を越え 1.2以下 | ±0.035 | |
| 1.2を越え 1.5以下 | ±0.045 | |
| 1.5を越え 2以下 | ±0.050 | |
| 種類の記号 | 調質記号 | 硬度(Hv) | 引張強さ (N/㎜2) |
伸び(%) |
|---|---|---|---|---|
| C5191(りん青銅2種) | 1/2H | 150~205 | 490~610 | 20%以上 |
| H | 180~230 | 590以上 | 8%以上 | |
| C5210(バネ用りん青銅) | 1/2H | 140~205 | 470~610 | 27%以上 |
| H | 185~235 | 590以上 | 20%以上 | |
| C7521(洋白2種) | 1/2H | 120~180 | 440~570 | 5%以上 |
| H | 150~210 | 540~640 | 3%以上 | |
| C7701(バネ用洋白) | 1/2H | 150~210 | 540~655 | 8%以上 |
| H | 180~240 | 630~735 | 4%以上 | |
| C1700(ベリリューム銅) 時効効果処理後 |
1/4H | 330~410 | 1100以上 | 2%以上 |
| H | 360~430 | 1230以上 | - | |
| C1720(ベリリューム銅) 時効効果処理後 |
1/2H | 345~430 | 1180以上 | 2%以上 |
| H | 380~450 | 1270以上 | - |
板バネの用途
板バネは、人々の暮らしに小さいながらも重要な役割を果たしていますが、その使用範囲は広く、産業機器、自動車、航空機、宇宙衛星、医療機器、建築金物、玩具、AV機器、PC等に使用されていて、上記にあるように、形状・材質・板厚はさまざまです。
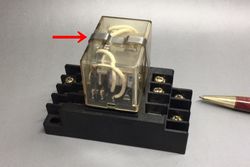 リレーに使用されている、固定板バネ |
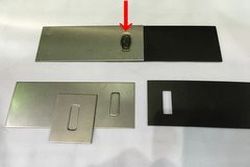
 IQOCSに使用されている押さえ板バネ |
板バネの熱処理
焼入れ焼戻し
炭素鋼などを赤熱させて、油や水などで急冷させ硬度を上げることを焼入れと言います。焼入れ処理を行うことにより、高い硬度が得られ、耐摩耗性が向上します。しかし、焼入れにより、硬度を上げると靭性が下がり脆くなり、不安定な状態となっているため、ある温度に再度加熱させ焼戻し処理を行い、靭性を高めます。焼入焼戻しは調質とも言われます。
焼もどし
焼もどしは、金属材料を適当な温度に加熱し、炉冷する熱処理です。加工工程で、加工硬化や残留応力が発生しているので、焼なましによって金属組織の格子欠陥が減少し、再結晶が行われるので組織が均質化し残留応力も減少するため軟化する。こだま製作所では、軟化させるためのものよりも、残留応力を除去するためのものがほとんどです。残留応力を取るための焼なましを低温焼なましと言い、低温焼なましによって一番変化が起こるのは弾性限、次いで耐力で、弾性限・耐力が増大するということは板バネがヘタリにくくなります。SUS系の板ばねの熱処理として行われますが、ほとんどの場合、コスト面から処理無しで使われています。
析出効果・時効硬化処理
金属を焼入れしたのち、材質に合わせて適当な温度で一定時間放置し、硬化させる熱処理です。主に、ベリリウム銅やSUS631に行われます。
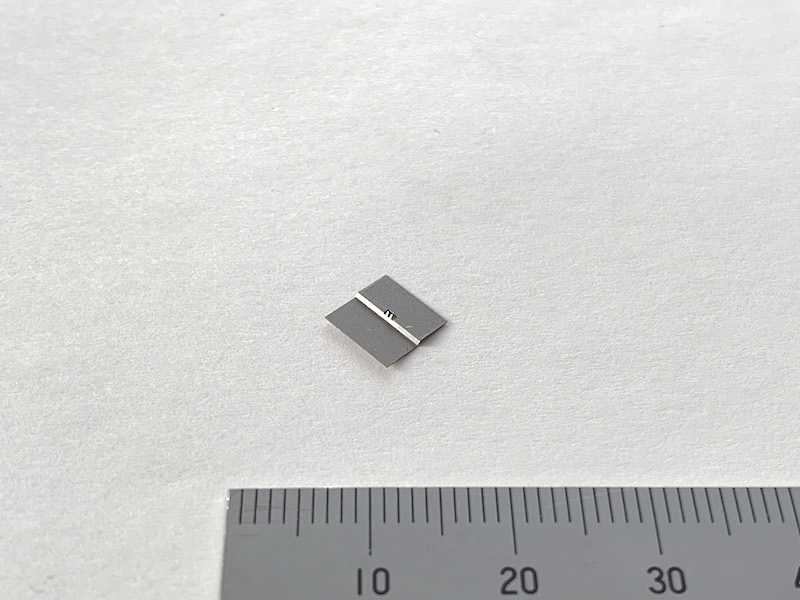
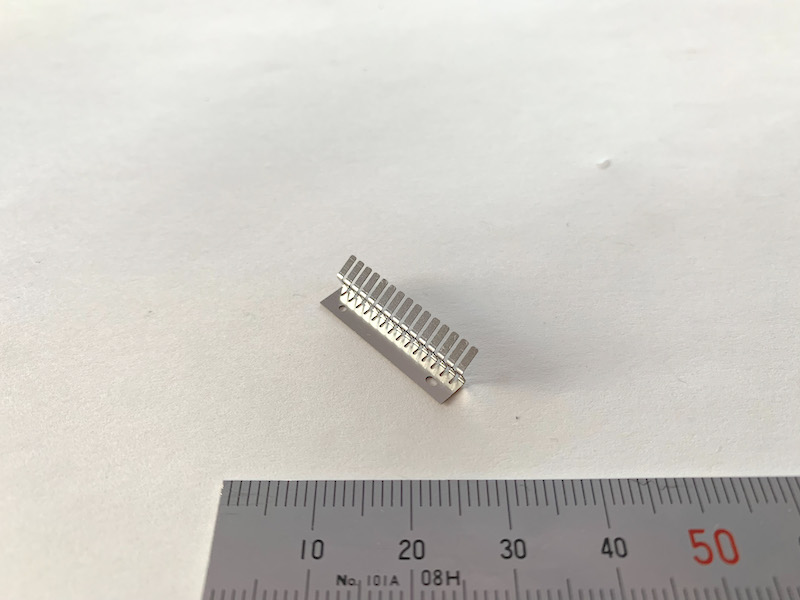
 板バネとブロックの、スポット溶接 |
 板バネとプレートの、スポット溶接 |
 板バネとタブの、レーザー溶接 |
 鉄板とリボン鋼の、熱カシメ |
失敗しない、板バネの設計(作り方)については、こちらから
こだま製作所へのお問い合わせは、下記フォームからどうぞ!
担当者がご回答致します。